Цутгамал төмрийг хайлуулах үйл явцын онцлог шинж. Цутгамал төмрийг хайлуулахад юу шаардлагатай вэ. Бусад зүйлийг сэргээх
Шинэ бүтээл нь төмөрлөгийн салбарт, илүү нарийн ширхэгтэй төмрийг хайлуулах аргуудтай холбоотой юм. Цутгамал төмрийг хуримтлуулахаас өмнө летка нь 3.5 - 4.4% С, 0.9 - 2.2% Si, 0.4 - 2% Mn агуулсан шингэн цутгамал төмрөөр урьдчилан халаана, хэмжээ нь dk нь гахайн эрэгний диаметртэй тэнцүү хэмжээтэй, нүхийг халаах ажлыг гагнуурын эрэг дээрх шингэний цутгамал төмрөөр хүчилтөрөгч нийлүүлэхтэй зэрэгцүүлэн гүйцэтгэдэг.
Үүнээс гадна, 4, 5-р ачаалах нээлхийн хэмжээ нь тэдгээрийг нээх боломжтой байхаар хийгдсэн бөгөөд зуух нь эерэг даралтыг хадгалдаг бөгөөд зууханд үүссэн тоос, утаа ялгарах, түүхий эдийг ийм эерэг даралтаар цэнэглэх боломжийг олгодог. Байна.
Тэсэлгээний зуух хэрхэн ажилладаг
Эргэлтийн үед 11, 12 хувин нь электродын шугамын хоёр талд мөхлөгт түүхий эдийг тарааж болно. 4 ба 5-р тэжээлийн нүхний хэлбэр нь үргэлж гурвалжин байх албагүй, гэхдээ дөрвөлжин, хагас дугуй эсвэл бусад хэлбэртэй байж болно. Цэнэглэх аргын хувьд шууд болон тасралтгүй цэнэглэх системүүд, тухайлбал конвейерийн системүүд, түүнчлэн хувинуудын харилцан бие биений хөдөлгөөнд тулгуурладаг цэнэглэх системийг гүйцэтгэнэ.
Шинэ бүтээл нь цутгамал төмрийн хайлуулах арга, илүү тодорхой тохиолдолд шилэн зууханд хайлуулах аргууд, ялангуяа металлын гогцоо руу "хөлдөх" -ийг арилгадаг хайлуулах аргуудтай холбоотой юм.
Холимогийг ачиж хайлуулах, хайлуулах, гахайн төмрийг хэт халах, гахайн банкинд хуримтлуулах, гахайн төмрийг метал цутгах замаар цутгасан төмрийг хайлуулж гагнуурын банкаар хайлуулах арга мэдэгддэг (Грачев В.А., Черны А.А. үзнэ үү. Цутгамал төмрийг хайлуулах орчин үеийн арга. Саратов, 1973, хуудас 80-81).
Одоогийн шинэ бүтээлийн цахилгаан нуман зууханд дээд шугам 6, доод хоолой 8 нь тэгш өнцөгт хөндлөн огтлолтой, гэхдээ тойрог эсвэл эллипс гэх мэт ямар ч хэлбэртэй болно. 6 ба 8-р хэсгийн дээд ба доод хэсэг нь ган хавтан эсвэл төмрийн бүрхүүлээр хийгдсэн бөгөөд дотор нь галд тэсвэртэй материалаар бүрсэн байна. Зуухыг энэ хоёр хэсэгт хуваах нь зуухыг 8-р доод баганыг 13-р зогсоол дээр байрлуулж, олон тооны хөдлөх булны 14-ээр дэмжиж, их биеийг солих, засах ажлыг хялбар болгож өгдөг.
Энэ аргын нэг сул тал бол шингэн метал (ялангуяа эхний хайлах үед, металл бага температурт, гахайн банк халаалтгүй байх үед) гахайн банны доод хэсэгт, цоргоны талбайн хэсэгт хөрсжиж, гялтганах тул металлын тэмдэгийг “хөлдөх” боломжтой байдаг. "тэсвэр тэвчээр" үүсэхтэй уялддаг. Усанд сэлэлтийн усны 10-20% -д летка хөлдөх нь усан сэлэлтийн эвдрэл үүсэх шалтгаан болох нь тогтоогдсон бөгөөд үүний үр дүнд хумсаа зогсоох, хөргөх, гахайн эргийн хаалгыг онгойлгох, царцдас нь гахайн банкнаас салах бөгөөд энэ нь маш их цаг хугацаа шаардагддаг.
Үүнээс гадна, доод гол хоолой 8 нь хайлах, цэвэршүүлэх зорилгоор тасралтгүй ашиглагддаг тул зуухны дээд биетэй харьцуулахад хүнд элэгдэлд ордог. Зуухны доод хананы хоолойг солих үед дээрх загвар нь үйл ажиллагааны үр ашгийг нэмэгдүүлж, зуухны засварын зардлыг бууруулдаг. Гэсэн хэдий ч зуухыг хүссэн тохиолдолд зуухны дээд ба доод хонгилд тусгаарлахгүйгээр бүхэлд нь барьж болно.
Урсгал хийх нүх ба түүний хамар 7 нь зуухны дээд доод торхон дээр байрлуулсан 4, 5-р ачааны оролтын эсрэг талын зуухны доод 8-т байрладаг. Гаралтын нүхний бүтэц, байрлал ба түүний 7-р хоолой нь сифон системийг бүрдүүлдэг бөгөөд цорго нь зураг дээрх зурагт үзүүлсний дагуу зуухны ёроолтой ижил түвшинд байна. Энэхүү загвар нь хайлсан металыг зуухны 26-ийн зуухнаас тасралтгүй шахахад хялбар болгодог бөгөөд хайлсан металыг нуман хэлбэрээр шахаж, урьдчилан бэлтгэсэн шаарын шүүлтүүрийн давхаргаар дамждаг.
Цоргоны нүхийг "хөлдөх" боломжтой хэд хэдэн үйлдвэрлэлийн аргууд байдаг бөгөөд тэдгээр нь хайлуулах процесст ашиглагддаггүй. Үүнд "хөлдөөсөн" цоргоны нүхийг төмөр гинжээр цоолж, цоргоны хүчилтөрөгчөөр шатааж, гахайн эргийг урьдчилан халаах зэрэг орно. 50-60% тохиолдолд эхний тун нь хүссэн үр дүнг өгдөггүй эсвэл нисдэг тоосгоны эвдрэлд хүргэдэг. Хоёрдахь арга нь зуны тоосгоны гадна талаас хүчилтөрөгч нийлүүлэх замаар явагддаг бөгөөд тэр нь ойрын нээлтэд үргэлж хүргэдэггүй тул бага температурт аль хэдийн хөлдөөсөн метал дээр хүчилтөрөгчийн нөлөө нь түүний исэлдэлт, эвдрэлийг өдөөдөггүй. Дүрмээр бол хүчилтөрөгчийн хэрэглээ маш их байдаг тул хөдөлмөр хамгааллын үүднээс үйл явц нь маш аюултай байдаг.
Зууханд төмрийг сэргээх, карбюратжуулах
Тарилга хийхийн өмнө хайлсан металыг цооногийн ойролцоо байрладаг зууханд цуглуулдаг. Урд зуухны 15 нь бариулыг 17-ыг эргүүлэх замаар амархан налуутай байхаар байрладаг буюу тулгуурын ширээн дээр байрлуулсан бөгөөд хэрэв шаардлагатай бол цуглуулсан хайлсан металыг зайлуулах боломжийг олгодог. Одоогийн зохион бүтээсэн цахилгаан нуман зуухнаас олж авсан хайлсан метал нь бүрэн исэлдүүлж, шүлсгүй болсон тул амархан урсдаг бөгөөд маш удаан хөрдөг бөгөөд энэ нь урд зууханд хайлсан металлын үлдэгдэлд удаан хугацаагаар хэрэглэхэд тохиромжтой юм. одоо байгаа бүтээлийн дагуу хайлсан металыг буулгах, цутгах нь уламжлалт буулгах, цутгах аргуудаас хамаагүй илүү үр дүнтэй болсон.
Гуравдахь аргын дагуу гахайн эрэг хайлахаасаа өмнө хийн шатаагчаар халаадаг бөгөөд металлын "хөлдөх" тохиолдолд гахайн эргийн тэвшний хажуу талд байрлуулсан хийн хүчилтөрөгчийн таслагчаас хүчилтөрөгчийн урсгалаар шатдаг. Цоргоны нүхийг "хөлдөх" нь дүрмээр бол цутгамал төмрийг анх удаа гаргах үед тохиолддог.
Аяганы зуухны олон жилийн туршлагаас харахад гуравдахь арга нь хаалгыг "хөлдөх" тохиолдлын 40-50% -д нь аваар ослоос урьдчилан сэргийлэх, хумсны үр ашгийг сэргээх боломжийг олгодог. Гэсэн хэдий ч бусад тохиолдолд арга нь үр дүнгүй байдаг. Энэ нь юуны түрүүнд, гахайн эрэгийг шатдаг хийн зуухаар \u200b\u200bхалааж байх үед гахайн эрэгний доод хэсэг (доод ба тэмдэг) бага зэрэг халсан бөгөөд энэ нь тухайн бүсэд металыг “хөлдөх ”өд хүргэдэг.
Видео: Төмсийг түүхий бяслаг хэлбэрээр хайлуулах
Дээр дурдсан зүйл нь одоогийн нээлтийн цахилгаан нуман зуухны өвөрмөц шинж чанарууд бөгөөд ялангуяа хайлсан төмрийг үйлдвэрлэхэд тохиромжтой. Гэсэн хэдий ч зуух нь хайлсан төмрөөр хязгаарлагдахгүй бөгөөд ган, хөнгөн цагаан гэх мэт металлууд бас хайлж болно.
Синтетик цутгамал төмрийг олж авах
Дээрх хувилбарт 18-р тоо нь электродыг цахилгаан эрчим хүчээр хангах утаснуудыг заана. 19 тоо нь электродуудыг өсгөх, буулгах түдгэлзүүлэлтийн утсыг заана. 21 ба 22 тоонууд нь хувин 11 эсвэл 12-ийг зөөх төхөөрөмжүүдийг заана. Ачаалах нүхнээс 4 хувиныг гаргаж, татаж авахын тулд 11, 12-р хувинуудыг зууханд тохирох камер эсвэл хөтөч төхөөрөмжөөр асааж, дахин тохируулна. ингэснээр электродын шугамын хоёр талаас түүхий эдийг ачих.
Хоёрдугаарт, цоорхойг хүчилтөрөгчөөр шатаах нь зөвхөн металлын давхарга нь муудсан байдалд байвал үр дүнтэй байдаг бөгөөд хатуужуулсан металлын царцдас нь 5-10 мм зузаантай байдаг. Үгүй бол арга нь үр дүнгүй болно.
Одоогийн шинэ бүтээлийн гол зорилго нь эдгээр дутагдлыг арилгах, эхний хайлалтын үед металлын "хөлдөлт" -ийг үр дүнтэй арилгах арга боловсруулахад оршино.
Энэ төхөөрөмжийг ашиглах үед хаягдал хэлбэрээр түүхий эдийг зууханд хайлуулж тасралтгүй ачаалж болно. Энэхүү төхөөрөмж нь 11 түүхий эдээс бүрдэх хоёр хувин, түүхий эдэд 2 ачилтын орц 4-т орж, гарах зориулалттай, 1, 12-р хувинуудыг жолоодох, эргүүлэх зориулалттай бөгөөд эдгээр хувинууд цэнэглэх замаар орж, гарах боломжтой юм. өөр хувилбар болгон 4, 5-ийг оруулаарай. Түүхий эдийг хэвтээ туузан дамжуулагч руу шилжүүлэхийн тулд хэвтээ туузан дамжуулагч 29-т хуванцарыг хувин 11, хуванцар босоо туузан дамжуулагч 31, 32-т тусгана.
Асуудлыг шийдэж, цутгамал төмрийг хайлуулах, хайлуулах, цутгамал төмрийг хэт халах, гахайн эрэг дээр хадгалах, гагнуурын төмрөөр дамжуулж халаах, 3.5- г агуулсан хайлмал цутгамал төмрөөр урьдчилан халаадаг. 4.4% С, 0.9-2.2% Si, 0.4-2% Mn, эзэлхүүнтэй тэнцүү байна ![]() , d k нь гахайн эрэгний диаметр бөгөөд оёдол нь хүчилтөрөгчийг шингэн цутгамал төмрөөр нэгэн зэрэг халаадаг бол хүчилтөрөгчийг гахайн эргийн хаалганы дотор талд суурилуулсан хоолойгоор дамжин гахайн эрэг орчмын орон зай руу нийлүүлдэг.
, d k нь гахайн эрэгний диаметр бөгөөд оёдол нь хүчилтөрөгчийг шингэн цутгамал төмрөөр нэгэн зэрэг халаадаг бол хүчилтөрөгчийг гахайн эргийн хаалганы дотор талд суурилуулсан хоолойгоор дамжин гахайн эрэг орчмын орон зай руу нийлүүлдэг.
Түүхий эдийг хадгалах зориулалттай хоёр, 44 ба 45-р хогийн сав бүхий материалуудыг хадгалахад зориулагдсан байдаг. 11, 12-р ачааг хувааж, буулгах зориулалттай төхөөрөмжүүдэд 35, 36-р утас бөмбөрүүд багтдаг бөгөөд эдгээр нь мотор 34 хөтлөгчөөр дамждаг. Уг процесс нь хоёр хувинтай ижил байдаг тул зөвхөн 11 хувингийн ажиллагааг нарийвчлан тайлбарлах болно.
Урагшлах хөдөлгөөн нь ачааны 21-ийн арын хэсэгт хувингийн босоо аманд суурилуулсан чиглүүлэгч 39-ийг чиглүүлэгч баар буюу дотоод гадаргуугийн 40 хэсгээр дамжуулж, хувин 11-ийг зууханд эргэлдүүлж, агуулгыг нь буулгахад хүргэдэг. 40 ба 41-р чиглүүлэгчүүд эсвэл тэмээний төмөр замуудыг тус тусад нь хувин эргүүлж, урагшлах хөдөлгөөнийхөө төгсгөлд нугалав. 11 ба 12-р хувинуудын урвуу хөдөлгөөний хувьд эргэлттэй моторын хязгаарлалтын унтраалга өгдөг. Эсвэл хурдны хайрцгийг хослуулан тохирох унтраалга хийж болно.
Арга нь дараах байдалтай байна. Хайлж эхлэхээс өмнө хумс, гахайн банзыг байгалийн хийтэй халааж, доторлогооны температурт 1100-1400 o С хүртэл байлгана. Дараа нь дараахь найрлага дахь шингэн цутгамал төмрийг хүлээн авахад тооцсон цэнэгийг платипус руу ачиж авна: 3.5-4.4% C; 0.9-2.2% Si; 0.4-2% Mn. Гахайн төмрийн эзэлхүүнтэй тэнцэх хэмжээгээр авахын тулд цэнэгийн жинг тооцоолно ![]() энд d k нь гахайн эргийн диаметр, м. Ачаалагдсан цэнэг хайлж, нэг хүрд (кокс хумба) эсвэл галд тэсвэртэй цорго (хийн хумс) дотор хайлж, шингэн метал нь гахайн эрэг рүү орж, доод хэсгийг нь дүүргэдэг. Гуурсан хоолойг хоолойгоор дамжуулан дүүргэхтэй зэрэгцэн шингэн метальд хүчилтөрөгч нийлдэг бөгөөд энэ нь урсахаас өмнөх зайд металлаар урвалд ордог.
энд d k нь гахайн эргийн диаметр, м. Ачаалагдсан цэнэг хайлж, нэг хүрд (кокс хумба) эсвэл галд тэсвэртэй цорго (хийн хумс) дотор хайлж, шингэн метал нь гахайн эрэг рүү орж, доод хэсгийг нь дүүргэдэг. Гуурсан хоолойг хоолойгоор дамжуулан дүүргэхтэй зэрэгцэн шингэн метальд хүчилтөрөгч нийлдэг бөгөөд энэ нь урсахаас өмнөх зайд металлаар урвалд ордог.
Хайлуулах хэрэгсэл
43 дугаар нь гарын авлагын индукцын шүүрч авах хэсгийг заана. Түүхий эдийг ачих бүс туузан дамжуулагч систем нь хэвтээ төгсгөлгүй бүс 29, тээврийн зайн төгсгөлд суурилуулсан 30-ын хошуу, 11-р хувин, 12-р хувин 12-р зуухыг түүхий эдээр ээлжлэн дүүргэх зориулалттай ачааны машин эсвэл 42-р дугуйнаас бүрдэнэ.
44, 45-р савнууд эсвэл хогийн савнаас гарсан материалуудыг эдгээр конвейер дээр дээшээ зөөдөг бөгөөд энэ нь хэвтээ туузан дамжуулагч руу шилжих ёстой. 44 ба 45-ийн багтаамжтай савнууд 46-р босоо гулсах хяналтын хавтан бүхий түүхий эдэд 46 гарцтай байна. Ийм соронзон дамжуулагчийг ашиглах нь түүхий эд нь нунтаг эсвэл мөхлөг хэлбэрээр байх үед төмрийг өнгөт метал, элс, шороо гэх мэт хортой хольцоос автоматаар салгах боломжийг олгодог. Энэ бол түүхий эдийг нунтаг эсвэл мөхлөг хэлбэрээр ашиглахаас олж авсан давуу тал юм.
Хүчилтөрөгчийн хангамжийг 2-3 минутын турш явуулдаг бөгөөд үүний дараа хүчилтөрөгчийн хангамж зогсч, нийлүүлэлтээ зогсоосноос хойш 5-7 минутын дараа үйсэн хаалга нээгдэж, шингэн металыг дүүжлүүр эсвэл нүх рүү юүлнэ. Дараа нь хайлалтыг ердийн аргаар хүссэн брэнд рүү явуулдаг.
Хайлсан төмрөөр халаасан халаагуур нь 1300-1400 o C-ийн температурт тоосгоны тоосго, прелийн орон зай, доторлогоо, зуухыг үр дүнтэй халаах боломжийг олгодог бөгөөд энэ нь дараагийн металыг "хөлдөх", улмаар прелийн орон зайд товруу үүсэхийг үгүй \u200b\u200bболгодог. Хүчилтөрөгчийг метал руу нийлүүлэхэд C, Si ба Mn-ийн цахилгаан исэлдэлтийн урвалын улмаас цутгамал төмрийн температур нэмэгдэж (1500 o C хүртэл), улмаар доод хэсэгт доторлогоо нь 1450-1500 o C хүртэл өсдөг. цутгамал төмөр, хүчилтөрөгчийн нөлөөнөөс болж зуны тоосго нь метал ба метал цоргоны нүхийг "хөлдөх" бүрэн арилгах боломжийг олгодог. Үүний дараа хоолой нь хайлж, шингэн метал дотор уусдаг.
Цутгамал төмөр: хайлах цэг
Түүхий эдийг цэнэглэх бэлтгэлийн тухайд 31, 32-ийн соронзон дамжуулагчдын хурдыг хянах бөгөөд ингэснээр тэдгээрийн соронзууд түүхий эдийг төмрийн зүсэх чип, ган огтлох чипс, мөхлөгт төмрүүд гэх мэт өөр өөр танкуудад тусад нь хадгалах боломжтой гэх мэт төрөл зүйлээр татдаг. Байна.
Түүхий эд, туслах материалыг зөөвөрлөх зориулалттай эдгээр туузан дамжуулагчийг завсрын конвейеруудаар сольж, хоорондоо ижил хурдтай эсвэл өөр өөр хурдтайгаар сольж болно. Дараахь нь өнөөгийн шинэ зуухны цахилгаан нуман зуухыг ашиглан зуухны угсралт, цутгамал төмрийн хайлах аргыг тайлбарлаж байна.
Дараахь зүйлсийн үр дүнд эерэг үр дүнд хүрнэ: 1. цоргоны цоргыг цутгамал төмрөөр халаах нь үр дүнтэй байдаг, учир нь энэ нь дулаан дамжуулалтын хамгийн үр дүнтэй хэлбэр юм. Ингэснээр доторлогоо нь 1300-1400 o C хүртэл халаана.
2. Хүчилтөрөгчийг ашиглах нь C, Si, Mn цутгамал төмрийн исэлдлээс болж цутгамал төмрийн температурыг үр дүнтэй, хурдан нэмэгдүүлэх боломжийг олгодог. Гахайн эрэгний доод хэсгийг дотор нь мөн ижил температурт халаана. Энэ нь эцсийн эцэст тухайн бүсэд металлын омог үүсэх боломжийг үгүй \u200b\u200bболгодог.
Жишээлбэл, засвар хийгдсэн магадгүй доод гол шугам 8-ыг эхлээд булны 14 дээр зуухны дээд шугам 6-ийн доор байрлуулсан байрлал руу шилжүүлж, үүр буюу ижил төстэй байдлаар сунгаж, зуухны дээд хоолойд нягт холбодог. Дараа нь электрод 1-ийг зуухны ёроолын ойролцоо байрлал руу буулгана. Зууханд уур амьсгалыг эерэг даралтад байлгаж, агаарыг агаарыг нэвтлэхээс сэргийлж, хайлуулах явцад олж авсан нүүрстөрөгчийн дутуу исэл нь цэнэглэгдсэн эх материалын хоорондох цоорхойгоор дамжин үүсч, тэжээлд агуулагдах хүчилтөрөгч 23-т хэсэгчлэн урвалд орж, нүүрстөрөгчийн давхар ислийг үүсгэдэг. эхлэх материалыг 23 халаасны дараа ачаалах оролтын нүхээр дамжин зууханд үүссэн тоосоор нунтаглагддаг бөгөөд шатсан хий, тоосыг амархан, бүрэн цуглуулдаг. Тэжээлийн оролтын дэргэд байрлах 27-р тоосны таг дээр 4 ба 10 инчийн хайлсан металл 24-р давхаргыг дамжуулж бэлтгэсэн, шүүж, цэвэрлэсэн шаарын 24-ийн давхаргаар дамжуулж, хайлсан металлын хөлс болгон бууруулдаг.
3. Цутгамал төмрийн дээрх найрлага (3.5-4.4% C; 0.9-2.2% Si; 0.4-2% Mn) нь хайлах температур бага, үүнээс хамааран цутгамал төмрийн бага талстжих температурыг (ойролцоогоор 1150-1200 o C) энэ нь тухайн бүсэд ажиглагдсан температурт "хөлдөх" боломжийг олгодоггүй. Нэмж дурдахад, өргөдөлд тайлбарласан найрлага нь хүчилтөрөгчтэй харьцахдаа C, Si, Mn-ийн исэлдэлтийн урвалын явцын үүднээс оновчтой байдаг. Энэ нь хүчилтөрөгчийн хувиргагчдын практикт нийцэж байгаа юм. Энэхүү цутгамал төмрийн найрлага нь 2-3 минутын дотор 1300-аас 1500 o С хүртэл нэмэгдэж, С-ийн агуулга 3.5% -иас бага, Si 0.9% -иас бага, Mn 0.4% -иас бага байх үед цутгамал төмрийн талстжих температур нэмэгдэж, түүний шингэн чанар буурч, исэлдэлтийн урвалын хурд огцом буурч, улмаар леткийн халаалтын үр ашиг буурч, түүний бага температур, хатуужилтын температур нэмэгдсэний улмаас металлын орд үүсэх боломжтой болно. Энэ найрлагын цутгамал төмрийг үйлдвэрлэхэд бэрхшээлтэй тул C, Si, Mn-ийн цутгамал төмрийн найрлагын дээд хязгаарыг хязгаарладаг.
Тодорхойлсон шаарын давхарга 24-ээр дамжин хайлсан гангийн дусал хоргүйжүүлж, зарим үед бүрэн цэвэршүүлэхийн тулд гуужуулна. Эдгээр ислийг арилгах нь ердийн арга, зуухыг ашиглахад туйлын хэцүү байх болно. Дээр дурдсан цутгамал төмрийг хайлуулах аргын онцлог шинж чанарыг доор дэлгэрэнгүй тайлбарласан болно.
Шахсан эхлэх материалыг 23 нь электродууд 1-ээр шууд доороос нь халааж, хайлсан төмрийн дусал руу хурдан хайлдаг. Өөрөөр хэлбэл, электродууд 1-ийн эргэн тойронд ийм овоолго хийх үүрэг хүлээсэн 23-р материалыг зураг дээр үзүүлсэн шиг электродуудын 1-р хэсгүүдийн ойролцоо хэсгүүдээс халаадаг бөгөөд тэдгээрийн бүрэнц байдлыг бууруулж, электродууд 1-ийн хажуу талаас доош гулсахад хүргэдэг. дараа нь электродуудын доор байрлуулна.
4. Гахайн банк дахь гахайн төмрийн хамгийн оновчтой хэмжээ, тэнцүү ![]() , нисдэг тоосгоны бүх өндрөөс дээш 230 мм-ийн гахайн банзны доод хэсгийг халаана. 0.5 м-ийн диаметр бүхий гахайн эргийн хувьд хамгийн оновчтой металлын хэмжээ 0.04 м 3 байх болно. Хольцын жин 280 кг болно. Хэрэв цутгамал төмрийн хэмжээ бага байвал зуны тоосгоны дээд хэсэг халаахгүй бөгөөд энэ нь дээд ховилыг "хөлдөх "өд хүргэдэг. Илүү их хэмжээтэй байх тусам цутгамал төмрийн хэмжээ нэмэгдэж, хуваарийн өртөг нэмэгдэж, зуны тоосгоны температур мэдэгдэхүйц нэмэгдэхгүй бол хүчилтөрөгчийн хэрэглээ нэмэгддэг.
, нисдэг тоосгоны бүх өндрөөс дээш 230 мм-ийн гахайн банзны доод хэсгийг халаана. 0.5 м-ийн диаметр бүхий гахайн эргийн хувьд хамгийн оновчтой металлын хэмжээ 0.04 м 3 байх болно. Хольцын жин 280 кг болно. Хэрэв цутгамал төмрийн хэмжээ бага байвал зуны тоосгоны дээд хэсэг халаахгүй бөгөөд энэ нь дээд ховилыг "хөлдөх "өд хүргэдэг. Илүү их хэмжээтэй байх тусам цутгамал төмрийн хэмжээ нэмэгдэж, хуваарийн өртөг нэмэгдэж, зуны тоосгоны температур мэдэгдэхүйц нэмэгдэхгүй бол хүчилтөрөгчийн хэрэглээ нэмэгддэг.
Ингэснээр электродууд 1-ээс доош байрлах өндөр температурт халаадаг түүхий эдийг хайлсан төмрийн дусал руу нэн даруй хайлуулж хайлуулна. Хайлсан металын дусал тэдгээрийн нөлөөн дор тоолж баршгүй олон нарийн ширхэгт тоосонцор болж хувирдаг бөгөөд хур тунадастай төстэй шүрших төлөвт ордог бөгөөд 1-р электродууд дор хүчээр бий болсон шаар 24-ийн хүчтэй суурь давхарга руу илгээгддэг.
Энэ тохиолдолд эхлэх материалын ширхэгийн хэмжээ нь дээр дурдсанчлан цахилгаан дулааны хүчин чадлын хувьд бага байх ёстой. Бөгжний давхаргын 24-ийн хувьд энэ нь хайлсан металлын дусал шүүлтүүрээр зогсохгүй нумаар дамжуулж, шүүгдэж, түүхий эдтэй холбоо барихаас сэргийлдэг. Үүний тулд ШИГ-ийн зурагт үзүүлсэн шиг тавиурын контейнер бүрдүүлэхийн тулд электродууд 1, захын хэсгүүд эсвэл ялтсан давхаргын ирмэгүүд дээшээ дээшээ чиглэсэн бүх орон зайг хамарсан байхаар 24-р давхарга үүснэ. зураг зурах.
5. Цоргоны нүхийг шингэн цутгамал төмрөөр нэгэн зэрэг халааж, цутгамал төмрийг хүчилтөрөгчөөр хангах нь цутгамал төмрөөс дулааныг доторлогоонд нэгэн зэрэг шилжүүлэх боломжийг олгодог бөгөөд элементүүдийн исэлдэлтээс болж цутгамал төмрийн температур нэмэгдэж, үүний үр дүнд цутгамал төмрийн температур тогтмол өндөр байдаг.
6. Урсгал үүсэх цэгээс хоолойгоор дамжуулан хүчилтөрөгчийн хангамжийг хүчилтөрөгчийг хамгийн эмзэг газарт хүргэх, тэнд байгаа цутгамал төмрийн температурыг нэмэгдүүлэх боломжийг олгодог. Хэрэв хөөргөхөөс өмнө хагас хатуужуулсан металлын хэлбэрээр дусаах хэлбэр үүссэн бол энэ бүсэд хүчилтөрөгч нийлүүлэх нь түүний доторх металыг гадагшлуулах хоолойг "шатаахад" хувь нэмэр оруулдаг. Дараа нь тогтвортой хайлах горимын үр дүнд үүссэн метал нь муугаар хайлдаг.
Нэг жишээ. Хайлуулах ажиллагааг 0.5 т / цаг хүчин чадалтай гахайн банктай туршилтын аяганд хийсэн. Кунзагийн босоо амны диаметр нь 0.5 м, гахайн эрэгний диаметр нь 0.5 м.Үүнийг халаасны дараа 280 кг цэнэгийг хонгилд оруулсан: гахайн төмрийн 60%, гахайн төмрийн хаягдал 40%. Цутгамал төмрийн найрлага: 4.1% C, 1.5% Si, 1% Mn. Олж авсан гахайн төмрийн хэмжээ 0.04 м 3 байна. Гахайн эрэг дээрх түвшний өндөр нь 230 мм (нисдэг тоосгоны өндөр хүртэл). Цутгамал төмрийг 2.0 минутын турш цилиндрээс хүчилтөрөгчөөр гахайн эргийн хаалган дахь хоолойгоор дамжин үлээв. 5 минутын дараа гахайн төмрийг гахайн банкнаас гаргав. Усанд нэвчүүлэх термопарын температур 1475 o С байна. Дараа нь хайлж, ховилыг "хөлдөх "гүйгээр хийсэн. Үйлдвэрлэлийн хальсан дээр хийсэн шалгалт үр дүнг батлав.
Одоогийн шинэ бүтээлийг прототиптэй харьцуулж үзэхэд ялгах онцлог нь: цутгамал төмрийн хольцыг хүчилтөрөгчтэй нэгэн зэрэг цэвэрлэх, цутгамал төмрийн хамгийн оновчтой найрлага, түүний оновчтой эзэлхүүн, хүчилтөрөгчийн хангамжийн өмнөх орон зайг хангаж өгдөг болохыг тогтоожээ. Шинжлэх ухаан, техникийн болон патентын зохиол бүтээлд жагсаасан шинж чанар бүхий техникийн шийдэл олдсонгүй бөгөөд энэ нь шинэ бүтээлийн томоохон шинэлэг зүйлийг харуулж байна.
Тиймээс өнөөгийн шинэ бүтээл нь мэдэгдэхүйц шинэлэг бөгөөд эерэг нөлөөтэй юм. Шинэ бүтээлийн дагуу Пенза компрессорын үйлдвэрт хэрэгжүүлэхээр технологийн баримт бичгийг боловсруулсан болно. Шинэ бүтээл нь хонгил болон бусад төмөрлөгийн зууханд хэрэглээг олох болно.
Холимогийг ачиж хайлуулах, хайлуулах, цутгамал төмрийг хэт халах, гахайн банкинд хуримтлуулах, гахайн банзыг металл гогцоогоор дамжуулж, гагнуурын банкинд цутгамал төмрийг хуримтлуулахаас өмнө металлын усыг халаах нөхцлийг бүрдүүлдэг. мөнгөн хайрцгийг 3.4 - 4.4% С, 0.9 - 2.2% Si, 0.4 - 2% Mn агуулсан хайлсан төмрөөр урьдчилан дүүргэж, эзэлхүүнтэй тэнцүү байна ![]() d - нь гахайн эрэгний диаметр, м, гагнуурын банкыг цутгамал төмрөөр дүүргэх үед хүчилтөрөгчийг хоолойгоор дамжин гахайн эргийн хадгалалтын өмнөх хэсэгт илгээдэг.
d - нь гахайн эрэгний диаметр, м, гагнуурын банкыг цутгамал төмрөөр дүүргэх үед хүчилтөрөгчийг хоолойгоор дамжин гахайн эргийн хадгалалтын өмнөх хэсэгт илгээдэг.
Холбогдох патентууд:
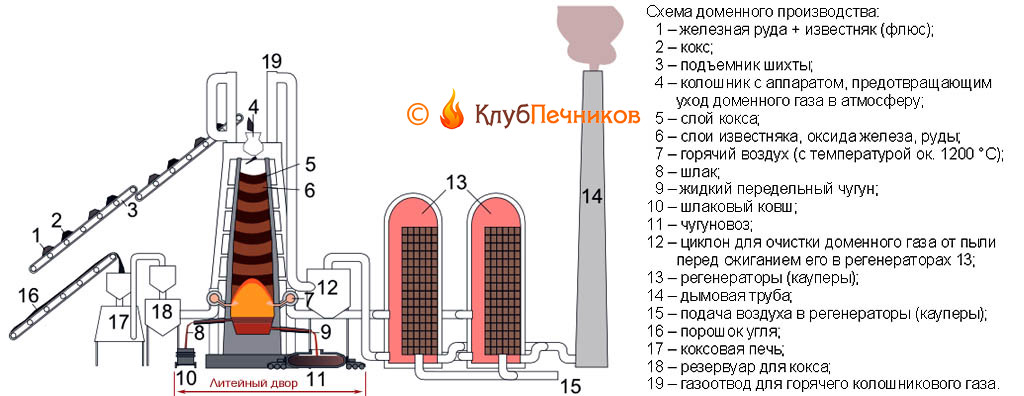
Бидний цаг үе зүгээр л дуудагдаагүй: атом, сансрын орон, хуванцар, электроник, нэгдлүүд гэх мэт. Үнэн хэрэгтээ манай зуун төмөр хэвээр байна - түүний хайлш нь технологийн цөмийг бүрдүүлдэг хэвээр байна; үлдсэн хэсэг нь маш хүчтэй боловч захын. Барилга, бүтээгдэхүүн, байгууламж дахь төмрийн зам нь тэсэлгээний зууханд төмрийг хүдрээс хайлуулж эхэлдэг.
Тэмдэглэл: Төмөр баяжуулах төмрийн хүдэр бараг байхгүй, хайлж хайлуулахад тохиромжтой олборлолтын дараа тэр даруй. Одоогийн тэсэлгээний зуух нь баяжуулсан синтер болон үрэл дээр ажилладаг. Цааш нь текстээс харахад хүдэр нь хар төмөрлөгийн ийм түүхий эдийг заадаг.
Орчин үеийн тэсэлгээний зуух (тэсэлгээний зуух) нь 40 метрийн өндөртэй, 35,000 тонн жинтэй, 5500 шоо метр хүчин чадалтай байгууламж юм. м, нэг дулаанд 6000 тонн цутгамал төмрийг гаргадаг. Энэ нь хэдэн арван, хэдэн зуун га талбайг хамарсан тэсэлгээний зуухны систем, угсралтын ажлыг гүйцэтгэдэг. Энэ бүх эдийн засаг нь гайхалтай харагддаг бөгөөд үүлэрхэг өдөр шарсан зуухны зуухтай зогсож байдаг бөгөөд ажил нь ер бусын гайхамшигтай юм. Тэсэлгээний зуухнаас цутгамал төмрийг гаргаж авах нь бас гайхалтай харагддаг боловч орчин үеийн тэсэлгээний зууханд энэ нь Данте тамын зурагтай зүйрлэхээ больсон юм.


Үндсэн зарчим
Тэсэлгээний зуухны үйл ажиллагааны зарчим нь 3-12 жил тутамд хийгддэг дараагийн их засвар хүртэл зуухны бүхэл бүтэн амьдралын туршид үргэлжилдэг металлургийн үйл явц; Тэсэлгээний зуухны нийт үйлчилгээний хугацаа 100 жилээс хэтрэх боломжтой. Босоо амны тэсэлгээний зуух: дээрээс нь үе үе шохойн урсгал, кокс бүхий хүдрээс үүссэн хольцын хэсгүүдийг (дээд хэсгүүдэд) дүрж, хайлсан төмрийг доороос үе үе гаргаж, улмаар ялзмаг хайлдаг. Уурхайн тэсэлгээний зууханд түүхий эд материалын багана аажмаар суурьшиж, цутгамал төмөр, шаар болж хувирдаг ба дээрээс дээш барьдаг. Гэсэн хэдий ч хар төмөрлөгийн энэхүү энгийн схемд хүрэх зам урт, хэцүү байсан.
Түүх
Төмрийн эрин үеийг хүрэл зэвсгээр сольсон нь гол төлөв түүхий эд материалын нөөцтэй байв. Түүхий төмөр нь хөдөлмөр, өртөг гэх мэт бусад бүх зүйлээс хүрэлээс хамаагүй доогуур байсан; сүүлчийнх, гэхдээ боолчлолын үед цөөн хүмүүс санаа зовдог байсан. Бараг цэвэр төмрийн гидроксид буюу уулын баялаг төмрийн хүдэр бүхий намгархаг хүдэр нь зэс, ялангуяа хүрэн олж авахад шаардагдах цагаан тугалганаас ялгаатай нь эртний үед хаа сайгүй олддог байв.
Археологийн мэдээллээр эрдэс түүхий эдийн анхны төмрийг хайлуулах үйлдвэрт буруу хүдэр ачих үед тохиолдлоор олж авсан. Зуухны ойролцоо хамгийн эртний хайлуулах зуухыг малтахдаа заримдаа тодорхой хэмжээний хаясан төмрийн ширхэгүүд олддог (доороос харна уу). Түүхий эдийн хомсдол нь биднийг илүү нарийвчлан судлахад хүргэсэн бөгөөд эртний хүмүүс ерөнхийдөө биднээс дордохгүй гэж үзсэн.
Эхэндээ төмрийг хүдэр гэж нэрлэгддэг аргаар олж авсан. зуурмагийн зууханд жигнэсэн байдлаар (тэсэлгээний зуух биш!). Энэ тохиолдолд исэлээс Fe-ийн бууралт нүүрстөрөгчийн түлш (нүүрс) -тэй холбоотой байв. Байшин дахь температур нь төмрийн хайлах цэгт 1535 хэм хүрч чадаагүй бөгөөд байшинд нөхөн сэргээх үйл явцын үр дүнд нүүрстөрөгчөөр дүүргэсэн хөвөн төмрийн масс буюу мөлхөгч - батлагджээ. Крикетыг гаргаж авахын тулд домникийг эвдэх ёстой байсан бөгөөд дараа нь крикет нь нягтаршуулж, үүнээс илүүдэл нүүрстөрөгчийг гаргаж авсан бөгөөд урт, хатуу, хатуу ширүүн алхаар түүнийг цохиж байв. Цаг хугацааны үүднээс авч үзвэл түүхий бяслаг боловсруулалтын давуу тал нь маш жижиг зууханд крис үйлдвэрлэх чадвартай, чухал төмрийн өндөр чанар байсан: энэ нь цутгамал төмрөөс хүчтэй бөгөөд зэв хийхэд хэцүү байдаг. Түүхий бяслаг хэлбэрээр төмрийг яаж яаж авах вэ, доорх видеог үзнэ үү.
Видео: Төмсийг түүхий бяслаг хэлбэрээр хайлуулах
Хятад улс боолчлолоос феодализм руу шилжсэн бусад орнуудаас хамгийн түрүүнд анхны улс байв. Үйлдвэрлэлийн боолын хөдөлмөрийг тэнд ашиглахаа больсон бөгөөд эртний Ром Баруунд хатуу байсан ч бараа бүтээгдэхүүний мөнгөний харилцаа хөгжиж эхэлсэн. Түүхий бяслаг боловсруулахад нэн даруй ашиггүй болсон, гэхдээ хүрэл рүү буцаж орох боломжгүй болсон, энэ нь зүгээр л хангалттай биш байх болно. Металлын хүдрээс хайлуулах процессыг хөнгөвчлөх үүрэг нь хүрэл зэвсгийн үеэс мэдэгдэж байсан тул төмрийг хайлуулахын тулд зөвхөн өсгөлтийг нэмэгдүүлэх шаардлагатай байсан бөгөөд Хятадууд 4-р зууны туршилт, алдааны улмаас. n э. Усны дугуйгаар хөтлөгдсөн хэт их цэнэглэж буй тэсэлгээний зуух барихыг сурсан.

XV зууны хоёрдугаар хагаст ижил төстэй дизайн хийх. Германчууд баруун талд инжир дээр ирэв. Энэ нь бүхэлдээ өөр өөр байдаг: түүхчид байшингийн ажилтан, хүргэн, гулгах зуухнаас тэсэлгээний зуух хүртэл тасралтгүй сайжруулж байдаг. Германы төмөрлөгчид хар төмөрлөгийн үйлдвэрлэлд оруулсан хамгийн гол зүйл бол өндөр чанарын нүүрсийг кокс болгон шатаах явдал байсан бөгөөд энэ нь тэсэлгээний зуухны түлшний өртөгийг эрс багасгасан юм.
Анхны домэйны үйл явцын аймшигт дайсан гэж нэрлэгддэг байсан. тэсэлгээний дэглэм зөрчсөн, эсвэл зууханд "ямааны" цэнэг дэх нүүрстөрөгчийн дутагдлаас болж kozlenie, хольцыг тасралтгүй масс болгон хувиргасан. Ямааг гаргаж авахын тулд тэсэлгээний зуух эвдэрчээ. Түүхэн чухал ач холбогдолтой жишээ бол харуулж байна.
Уралын үржүүлэгч Демидов нь ажилчдыг харгис хэрцгий, зүй бус байдлаар харьцдаг гэдгээрээ алдартай байсан. Тэр дундаа "газарддаггүй", орогнож буй мөлхөгчид, цөлөгчид олон байсан. "Ажилчид" нэг удаа бүрэн хатуурч, тэд бичиг хэргийн ажилтнуудад өөрсдийн шаардлагыг тавьсан, би хэлэх ёстой, маш даруухан байсан. Демидовын уламжлал ёсоор тэр тэднийг орос хэл дээр явуулсан. Ажилчид нь “Алив, нааш ир, бид ямаа зууханд хийнэ!” Гэж сүрдүүлэв. Нягтлан босож, цайвар болж, мориндоо унаад алга боллоо. Нэг цаг хүрэхгүй хугацааны дотор (морь унах үед тэр дороо) өөдөөс нь “өөрөө” морь унаж, хөдлөөд: “Ахан дүү нар аа? За, би яасан юм бэ? " Хариуд нь эзэн сууж, "Ку!" Гэж хэлээд тэр даруй ажилтанд бүх зүйлийг сайтар хийхийг тушаав.
19-р зууныг хүртэл Тэсэлгээний зуух нь үнэндээ түүхий бяслаг байсан: халаалтгүй, хүчилтөрөгчөөр баяжаагүй агаар мандлын агаар тэдэн рүү үлээгдэв. 1829 онд англи гаралтай Ж.Б. Нилсон дэлбэрсэн агаарыг ердөө 150 градусаар халаахыг хичээсэн (өмнө нь 1828 онд агаар халаагуурыг патентжуулж байсан). Үнэтэй коксын зардал даруй 36 хувиар буурчээ. 1857 онд англи хүн Э. А. Ковер (Cowper) нөхөн төлжих агаар халаагчийг зохион бүтээсэн бөгөөд хожим нь түүний нэрээр Коверперс нэртэй болжээ. Хөргөгчдөд тэсэлгээний зуухны хий шатаснаас болж агаарыг 1100-1200 градус хүртэл халаажээ. Кокс хэрэглээ нь өөр 1.3-1.4 дахин буурсан бөгөөд энэ нь бас чухал юм, кооператортой тэсэлгээний зуух нь хатууруулахгүй байсан: үйл явцыг маш ноцтой зөрчсөн тохиолдолд маш ховор тохиолддог шинж тэмдгүүд илэрч байх үед зуухыг халаах цаг үргэлж байдаг. Үүнээс гадна хөргөлтийн үед усны уурыг хэсэгчлэн задалснаас болж агаарыг агаар мандлын 21% -ийн эсрэг 23-24% хүртэл хүчилтөрөгчөөр баяжуулж байжээ. Тэсэлгээний зуухыг нэвтрүүлснээр тэсэлгээний зуухны үйл явц нь термохимийн үүднээс төгс төгөлдөр болжээ.
Тэсэлгээний зуухны хий нэн даруй үнэ цэнэтэй хоёрдогч түүхий эд болсон; экологийн тухай боддоггүй. Үүнийг үрэхээс зайлсхийхийн тулд тэсэлгээний зуухыг тэсэлгээний зуухаар \u200b\u200bдүүргэсэн (доороос үзнэ үү) нь тэсэлгээний зуухыг агаар мандалд ялгаруулахгүйгээр цэнэглэх, коксжуулах боломжтой байв. Үүн дээр тэсэлгээний зуухны хувьсал үндсэндээ дууссан; түүний цаашдын хөгжил нь чухал, гэхдээ тодорхой ахиц, техник, эдийн засгийн сайжруулалт, дараа нь байгаль орчны үзүүлэлтүүдийн дагуу явж байв.
Домэйн үйл явц
Үйлчилгээний систем бүхий тэсэлгээний зуухны ерөнхий схемийг Зураг дээр үзүүлэв. Угсралт нь гол төлөв цутгамал төмрийг үйлдвэрлэдэг жижиг тэсэлгээний зуухны нэгдэл юм. Том тэсэлгээний зуух нь гахайн төмрийн 80-аас дээш хувийг гаргадаг бөгөөд гахайн төмрийг цутгамал газраас шууд хувиргагч, задгай зуух эсвэл цахилгаан хайлуулах зуух руу авдаг. Цутгамал төмрөөс хэвийг хэвний хэвэнд цутгана. Дүрмээр бол хайлш - хайлшийг металл үйлдвэрлэгчид илгээдэг. Тэд хайлуулж хайлуулж хайлуулж төмрийн зууханд хийнэ. Цутгамал төмөр, шаар шаарыг уламжлалт байдлаар тусдаа нээлтэйгээр хийдэг - оёдол, гэхдээ шинэ барилгын хийцтэй зуух нь ердийн цутгамал материалаар нэмэгдэж, цутгамал төмөр, шаар шаарыг халуунд тэсвэртэй зуух болгон хуваадаг.
Тэмдэглэл: Цутгамал төмрөөс гаргаж авсан илүүдэл нүүрстөрөгчгүй түүхий төмрийн гахайг өндөр чанарын бүтэцтэй эсвэл тусгай ган болгон хувиргах зориулалттай (хоёр дахь дөрөвдэхээс дөрөвдэх дахин хуваарилалт) гэж нэрлэдэг. Металлургийн салбарт мэргэжлийн нэр томъёог далайн салбараас илүү нарийвчлалтай, нарийвчлалтай боловсруулдаг.
Одоогийн байдлаар тэсэлгээний зууханд нүүрс, кокс зуухны нөөц бараг байхгүй байгаа бололтой. Орчин үеийн тэсэлгээний зуух нь импортын кокс дээр ажилладаг. Кокс зуух хий бол экологийн аюултай хор хөнөөлтэй, гэхдээ тэр ч байтугай нэн даруй ашиглах ёстой хамгийн чухал химийн түүхий эд юм. Тиймээс кокс үйлдвэрлэх нь бие даасан салбар болж нэлээд эртнээс тогтсон бөгөөд кокс нь төмөр замаар төмөр замаар дамждаг. Энэ нь түүний чанарын тогтвортой байдлыг баталгаажуулдаг.
Тэсэлгээний зуух хэрхэн ажилладаг
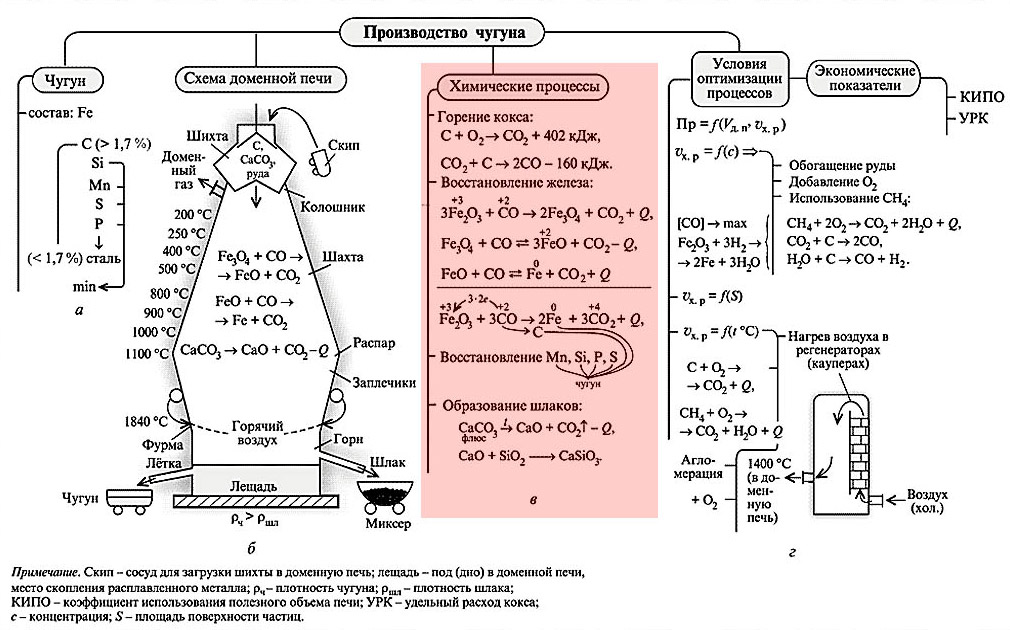
Тэсэлгээний зуухыг амжилттай ажиллуулахын зайлшгүй нөхцөл бол тэсэлгээний зуухны бүхэл явцад агуулагдах нүүрстөрөгчийн илүүдэл юм. Термохимийн (улаанаар тодруулсан) ба домэйний үйл явцын техник, эдийн засгийн схемийг үзнэ үү. Тэсэлгээний зууханд цутгамал төмрийг хайлуулах тохиолдол гардаг. арга. 3-р зэрэглэлийн их засварын дараа шинээр хийсэн тэсэлгээний зуух эсвэл сэргээн засварласан (доор үзнэ үү) материалыг дүүргэж, хийнд гал авалцдаг; хөргөгчдийн нэгийг бас халаадаг (доор үзнэ үү). Дараа нь агаар үлээж эхэлнэ. Коксын шаталт нэн даруй нэмэгдэж, тэсэлгээний зууханд температур нэмэгдэж, нүүрстөрөгчийн давхар исэл ялгарч буй утааны задрал эхэлдэг. Зуухны агаар мандалд хангалттай хэмжээний дэлбэрсэн агаар нь коксыг бүрэн шатаах боломжийг олгодоггүй бөгөөд нүүрстөрөгчийн дутуу исэл, нүүрстөрөгчийн дутуу исэл нь их хэмжээгээр үүсдэг. Энэ тохиолдолд энэ нь хор биш, харин хүдрийг бүрдүүлдэг төмрийн исэлээс шуналтайгаар хүчилтөрөгч ялгаруулдаг эрч хүчийг бууруулдаг бодис юм. Бага идэвхитэй хатуу чөлөөт нүүрстөрөгчийн оронд хийн устөрөгчийн хэт исэлтэй төмрийг бууруулах нь тэсэлгээний зуух ба домникийн хоорондох үндсэн ялгаа юм.
Кокс шатаж, урсгал нь тасрахад тэсэлгээний зуухны материалын багана суурьшдаг. Ерөнхийдөө тэсэлгээний зуух нь суурийн бүрээс бүрдсэн хоёр ширхэг конусыг доороос харна уу. Дээд хэсэг нь тэсэлгээний зуухны уурхай бөгөөд үүнд янз бүрийн исэл, гидроксидын төмрийг FeO төмрийн исэлд оруулдаг. Тэсэлгээний зуухны хамгийн өргөн хэсгийг (конусын суурийг байрлуулсан газар) уураар жигнэх (уураар жигнэх, уурлах - буруу) гэж нэрлэдэг. Ачааллын өндөрт ачааллын хэмжээ удааширч төмрийг FeO-ээс цэвэр Fe хүртэл бууруулдаг бөгөөд энэ нь дусал хэлбэрээр ялгарч зууханд урсдаг. Уурыг нь хайлуулж байсан шиг хайлсан төмрөөр хөлрөх нь тэр нэр юм.
Тэмдэглэл: Уурхайн дээд хэсгээс хайлах хүртэл тэсэлгээний зууханд дараагийн цэнэгийн дамжих хугацаа нь тэсэлгээний зуухны хэмжээнээс хамаарч 3-аас 20 ба түүнээс дээш хоног байна.
Ачаалах баганын доторх тэсэлгээний зуухны температур дээд хэсгээс 200-250 градус, дунд хэсэгт 1850-2000 градус хүртэл өсдөг. Цайруулсан төмрөн, урсаж байгаа тул чөлөөт нүүрстөрөгчтэй холбогддог бөгөөд ийм температурт ханасан байна. Цутгамал төмрийн нүүрстөрөгчийн агууламж 1.7% -иас давсан ч цутгамал төмрөөс гаргаж авах боломжгүй юм. Тиймээс тэсэлгээний зуухнаас гаргаж авсан цутгамал төмрийг нэн даруй устгадаг тул үүнийг арилгахад мөнгө, нөөцийг зарцуулах шаардлагагүй бөгөөд үүнийг энгийн бүтцийн ган буюу хавтангаар анхны хуваарилалтад зориулж шингэнээр зайлуулж, тэсэлгээний зуух нь дүрмээр (том, хэт том тэсэлгээний зуух, онцгой), металлургийн үйлдвэрийн нэг хэсэг болгон ажилладаг. Байна.
Тэсэлгээний зуухны барилга
Тэсэлгээний зуухны бүтцийг загвар болгон Зураг дээр үзүүлэв.
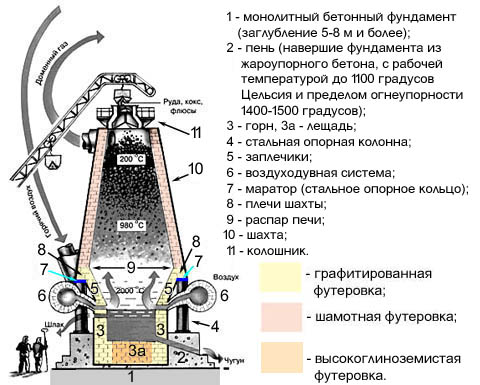
Тэсэлгээний зуухыг бүхэлд нь 40 мм-ийн зузаантай хана дотор угсардаг. Тэсэлгээний зуухны халуунд тэсвэртэй хожуулд (подвал, толгой, газар доорхи суурийн дээд хэсэг) цилиндр хэлбэрийн зуухны хорхой (доор) бэхлэгддэг. Гал зуухны доторлогоо нь 1.3-1.8 м зузаантай, нэг төрлийн байдаг: колбоны тэнхлэгийн бүс нь өндөр шүлтлэг тоосго, дулаан дамжуулалт муу, хажуу тал нь харьцангуй өндөр дулаан дамжуулалттай графит хэлбэртэй материалаар бүрсэн байдаг. Энэ нь зууханд хайлж буй термохими нь "тайвшраагүй" бөгөөд хөргөлтийн алдагдлын эсрэг дулааны тодорхой хэмжээний илүүдэл байгаа тул энэ нь зайлшгүй шаардлагатай юм. Хэрэв та үүнийг хажуу тийш аваачихгүй бол халуунд тэсвэртэй хожуул дээр тэсэлгээний зуухны бүтэц нь илүү өндөр ялгадас засах шаардлагатай болно (доороос харна уу).
Тэсэлгээний зуухны дээш өргөж буй хэсэг - мөр нь аль хэдийн ойролцоогоор графит блокоор бүрсэн байна. 800 мм; уурхайн ижил зузаантай chamotte доторлогоо. Fireclay, мөрний сэрээ шиг мөр шиг хайлсан шаараар нэвт нордоггүй, харин химийн найрлагад хамгийн сүүлд ордог. Өөрөөр хэлбэл, тэсэлгээний зуух нь хөө тортогтой давхцаж, дотоод профилийг илүү сайн хадгалдаг бөгөөд энэ нь ердийн засварын зардлыг хялбаршуулж, бууруулдаг.
Эвэр ба мөр нь хамгийн хүнд нөхцөлд ажилладаг, илүүдэл жингийн ачаалал нь тэдэнд аюултай тул тэсэлгээний зуухны мөр нь мөрөн дээрээ (цагираг хэлбэртэй өргөтгөл) хүчтэй ган цагираг дээр байрладаг - маратор - хожуул дотор ханатай ган багана дээр амардаг. Ийнхүү мөр, босоо амтай бэхэлгээний жингийн ачааллыг тэсэлгээний зуухны суурь руу тусад нь шилжүүлнэ. Хөргөгчдийн халуун агаарыг тусгай төхөөрөмжөөр дамжуулан дулааны тусгаарлагч бүхий гуурсан хоолойн коллектороос тэсэлгээний зууханд цацдаг. Тэсэлгээний зуух дахь туйлер нь 4-66 хооронд хэлбэлздэг (аварга том тэсэлгээний зууханд өдөрт 8000-10 000 тн цэнэглэдэг, 5-6 мянган тонн цутгамал төмрөөр ажилладаг).
Засвар хийх
Тэсэлгээний зуухны өнөөгийн байдлыг цутгамал төмрийн ба шаарын химийн найрлагаар тодорхойлно. Хэрэв хольцын агууламж хязгаарлалттай бол 1-р зэргийн тэсэлгээний зуухны засварыг томилно. Мөөгөнцөр зуухнаас гардаг, чанамалууд дарагддаг (доор үзнэ үү), тэсэлгээний зуух нь жижиг амьсгалаар үлддэг бөгөөд зуухны дотор температур 600-800 градус байна. 1-р зэрэглэлийн засварын ажилд нүдний үзлэг, механик байдлыг хянах, зуухны профилын хэмжилт, химийн шинжилгээнд доторлогооны дээж зэрэг орно. Нэгэн цагт, өөрөө амьсгалах төхөөрөмж бүхий тусгай хамгаалалтын костюмтай хүмүүс тэсэлгээний зуухыг жижиг амьсгалаараа шалгаж байсан бол одоо үүнийг алсаас хийж байна. 1-р зэрэглэлийн засвар хийсний дараа тэсэлгээний зуухыг гал асаахгүйгээр дахин асааж болно.
1-р зэрэглэлийн засварын үр дүн ихэнхдээ (муу хүдэр, флюс ба / эсвэл дутагдалтай кокс тэсэлгээгүй бол) 2-р зэрэглэлийн засварыг томилдог бөгөөд энэ хугацаанд доторлогоо боловсронгуй болдог. Дээд аппаратыг хэсэгчлэн эсвэл бүрэн нүүлгэн шилжүүлэх, шулуун болгох, солих ажлыг 3-р зэрэглэлийн засварын дарааллаар гүйцэтгэдэг. Дүрмээр бол энэ нь аж ахуйн нэгжийн техникийн сэргээн босголтод зориулагдсан болно Энэ нь зуухыг бүрэн унтрааж, хөргөх шаардлагатай бөгөөд дараа нь асаах, асаах, дахин асаах шаардлагатай.
Систем ба тоног төхөөрөмж
Орчин үеийн төрлийн тэсэлгээний зуухны төхөөрөмж нь хүчирхэг компьютерийн удирддаг олон арван туслах системийг агуулдаг. Өнөө үеийн төмөрлөгчид хар шил зүүсэн малгай өмсдөг хэвээр байгаа боловч дэлгэцийн тусламжтайгаар алсын удирдлагатай агааржуулагчтай шүүгээнд сууж байдаг. Гэсэн хэдий ч тэсэлгээний зуухны ажиллагааг хангах үндсэн систем, төхөөрөмжүүдийн ажиллах зарчим ижил хэвээр байв.
Үхрийн мах
Kauper агаарын халаагуур (Зураг. Үзнэ үү) - циклийн төхөөрөмж. Эхэндээ халуунд тэсвэртэй материалын цорго-нөхөн төлөгчийг тэсэлгээний зуухны хий шатаах замаар халаадаг. Хушууны температур ойролцоогоор хүрэх үед. 1200 градус, Ковер нь үлээлгэхийг өөрчилдөг: дамжин өнгөрөх гаднах агаарыг тэсэлгээний зууханд хийнэ. Цорго нь 800-900 градус хүртэл хөргөнө - Cowper унтраалга дахин асна.
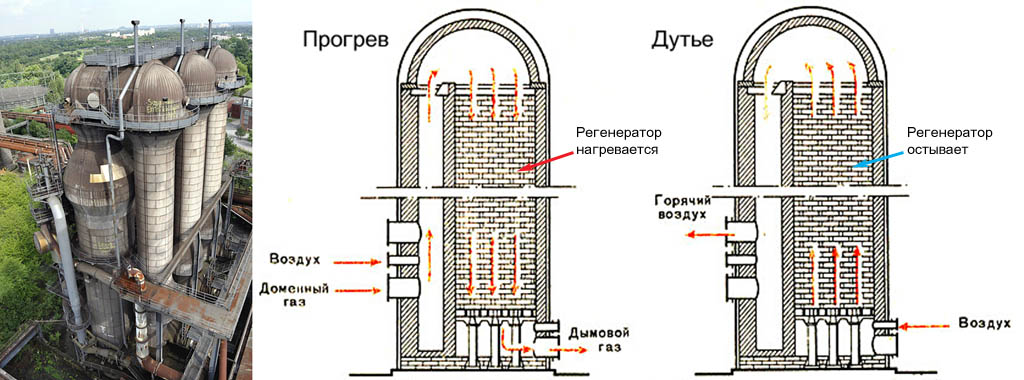
Тэсэлгээний зууханд тасралтгүй үлээх шаардлагатай байдаг тул дор хаяж 2 хөргөгч байх ёстой, гэхдээ тэдгээрийг дор хаяж 3, осол, засварын зориулалтаар барьж байгуулах ёстой. Том, хэт том, аварга том тэсэлгээний зуухны хувьд батерейны хөргөлтийг 4-6 хэсгээс бүрддэг.
Тэсэлгээний зуух

Энэ бол тэсэлгээний зуухны хамгийн чухал хэсэг бөгөөд ялангуяа байгаль орчны өнөөгийн шаардлагыг харгалзан үзэх явдал юм. Тэсэлгээний зуухны дээд төхөөрөмжийг Зураг дээр үзүүлэв. баруун талд; Энэ нь 3 зохицуулалттай ажиллаж байгаа хийн хаагчийг төлөөлдөг. Түүний ажлын мөчлөг дараах байдалтай байна.
- анхны төлөв - дээд конусыг дээшлүүлж, агаар мандалд гарах гарцыг хаадаг. Эргэдэг юүлүүрийн доод хэсэгт байрлах цонхнууд нь хэвтээ хуваалт дээр унаж, хаалттай байна. Доод конусыг орхигдуулж, тэсэлгээний зуухны хийн гаралтыг яндангийн сэнс рүү гаргаж цаашлаад циклон руу оруулна;
- алгасах (доороос үзнэ үү) материалын дээд хэсгийг хүлээн авагч юүлүүр рүү хаях;
- ёроолд цонхтой эргэлдэгч юүлүүр эргэлдэж, жижиг конус дээр ачиж гулсдаг;
- эргэлддэг юүлүүр анхны төлөв рүүгээ буцдаг (цонх нь хуваалтаар хаагддаг);
- том конус босч, тэсэлгээний зуухны хийнүүд тасардаг;
- жижиг конус унаж, конус хоорондын зай руу ачааллыг алгасах;
- жижиг конус дээш гарч, агаар мандалд гарах гарцыг хаах;
- том конусыг анхны төлөвт нь буулгаж уурхайн тэсэлгээний зууханд ачааллыг чөлөөлдөг.
Тиймээс зуухны босоо ам дахь материалууд нь доошоо гүдгэр давхаргад байрладаг бөгөөд дээрээс нь гууждаг. Энэ нь тэсэлгээний зуухны хэвийн ажиллагаанд зайлшгүй шаардлагатай тул доод (том) хаалга нь үргэлж урвуу-конус хэлбэртэй байдаг. Топ нь өөр загвартай байж болно.
Алгасах
Англи хэлнээс алгасах. - хувин, утгуур, нээлттэй ам. Колоша (франц хэлээр) - гар, хувин, утгуур. Дашрамд хэлэхэд галошууд эндээс гардаг. Тэсэлгээний зуухыг ихэвчлэн алгасах материал өргөгчөөр хангадаг. Тэсэлгээний зуухны алгасалт (зураг дээрх баруун талд) галоса материалын гулсах нүхнээс гарч, налуу гарцын дагуу тусгай механизмаар (зураг дээрх зүүн талд) босч, дээд зууханд орж, буцаж ирдэг.
Нүх ба цорго
Тэсэлгээний зуухны туйлын бэхэлгээний зураг зүүн талд, төвд цутгамал төмрийн тэмдэг, баруун талд нь шаар юм.

Tuyere цорго нь тэсэлгээний зуухны үйл явцын зүрхэнд чиглэгддэг; Тээврийн хэрэгслээр дамжуулж буй замыг нүдээр хянах нь тохиромжтой бөгөөд үүний тулд халуунд тэсвэртэй шилэн хальс бүхий хоолойг бэхэлгээний суваг дээр байрлуулна. Хөшүүргийн цоргоны гарц дахь агаарын даралт нь 2-2.5 ати (атмосфероос 2.1-2.625 МПа) бөгөөд хайлмал ялгарч дууссаны дараа түгжээ нь халуунд тэсвэртэй шавараар битүүмжилнэ. Өмнө нь энэ зорилгоор тэд тусгай зориулалтын буунаас хуванцар шавар цөмийг бууджээ. Өнөө үед далайн эрэг рүү ойртсон алсын удирдлагатай цахилгаан буугаар битүүмжилж байна (нэр нь уламжлалын хүндэтгэл юм). Энэ нь ослын хэмжээ, осол гэмтлийн эрсдэл, тэсэлгээний зуухны үйл ажиллагаанд байгаль орчинд ээлтэй нөлөөллийг эрс багасгасан.
Үүнийг өөрөө хийх үү?
Төмөр, гангийн үйлдвэрлэл бол өндөр ашигтай бизнес юм. Үүн дээр “өсөх” нь алтны олборлолтоос хэд дахин өндөр байгааг та мэдэх үү? Газрын тос, хий бага хэмжээгээр үлдсэн гэж бодож байна уу? Үгүй ээ, одоогийн хэрэглээний түвшин, хүрээлэн буй орчныг үл тоомсорлож байгаа бол тэд өөр 120-150 жил үргэлжлэх болно. Гэхдээ төмрийн хүдэр дөнгөж 30-аад жилийн зайтай тул танай хашаанд металлургийн үйлдвэр байгуулах боломжтой юу?
Ашиг олох түүхий эд - ямар ч байдлаар. Нэгдүгээрт, зөвшөөрлийн талаар мартаж, энэ талаар бодох хэрэгтэй. Төмөр, гангийн үйлдвэрлэл нь хүрээлэн буй орчинд хамгийн их аюул учруулж болзошгүй юм. Хувиараа бизнес эрхлэгч, хувь хүн түүнд хаашаа ч лиценз аваагүй, хээл хахууль аваагүй тул зөрчлийн шийтгэл нь хатуу байдаг.
Хоёр дахь нь түүхий эд. Тэсэлгээний зууханд нэн даруй ачих боломжтой баялаг хүдрийн ордууд дэлхий дээр 2-т үлдсэн: Австрали, Бразилд. Намгийн хүдрийн үйлдвэрлэлийн нөөц эрт дээр үеэс шавхагдаж, тэдгээрийг сэргээн босгоход олон мянган жилийн хугацаа шаардагддаг. Өргөн борлуулалтаар бөөгнөрөл, үрэл гэж байхгүй, байдаггүй.
Ерөнхийдөө хувийн хар төмөрлөг нь зах зээлийн хувьд үнэхээр бодит бус юм. 3D принтер дээр илүү сайн хэвлэхийг туршиж үзээрэй. Цаг хугацаа өнгөрөхөд, 3D хэвлэх нь ирээдүйтэй зүйл болох бөгөөд энэ нь төмөрлөгийг бүрэн орлуулахгүй бол металыг хаях боломжгүй жижиг торонд хүчээр гаргана. Байгаль орчны хувьд энэ нь нүүрсустөрөгчийн түлш зарцуулалтыг дор хаяж 7-9 дахин бууруулахад хүргэнэ.
"Хий зуух" хэлэлцүүлгийн сэдэв









