कच्चा लोहा गलाने की प्रक्रिया की विशेषता। कच्चा लोहा गलाने के लिए क्या आवश्यक है। अन्य आइटम पुनर्स्थापित करें
आविष्कार धातु विज्ञान के क्षेत्र से संबंधित है, और अधिक विशेष रूप से कपोला भट्टियों में कच्चा लोहा गलाने के तरीकों से संबंधित है। कच्चा लोहा जमा होने से पहले, लेटका को तरल कच्चा लोहा के साथ पहले से गरम किया जाता है जिसमें 3.5 - 4.4% C, 0.9 - 2.2% Si, 0.4 - 2% Mn होता है, जहाँ dk गुल्लक के व्यास के बराबर मात्रा के साथ होता है, छिद्रों का हीटिंग तरल कास्ट आयरन को ऑक्सीजन की आपूर्ति के साथ-साथ किया जाता है, जो गुल्लक के प्री-डिस्चार्ज स्पेस में किया जाता है।
इसके अलावा, इन लोडिंग इनलेट का आकार 4 और 5 खुलता है, ताकि इन्हें खोला जा सके, जबकि भट्ठी सकारात्मक दबाव बनाए रखती है, जिससे भट्ठी में उत्पन्न धूल और धुआं निकल जाता है, साथ ही साथ इस तरह के सकारात्मक दबाव में कच्चे माल को चार्ज किया जा सकता है। ।
ब्लास्ट फर्नेस कैसे काम करता है
रोटेशन के दौरान, बाल्टी 11 और 12 इलेक्ट्रोड लाइन के दोनों किनारों पर दानेदार कच्चे माल वितरित कर सकते हैं। फीड 4 और 5 का आकार हमेशा त्रिकोणीय नहीं होता है, लेकिन यह चौकोर, अर्धवृत्ताकार या अन्य आकार का भी हो सकता है। चार्जिंग विधि के लिए, किसी भी प्रत्यक्ष और निरंतर चार्जिंग सिस्टम, जैसे कि कन्वेयर सिस्टम, साथ ही उपरोक्त चार्जिंग सिस्टम, जो कि बाल्टी के पारस्परिक आंदोलन पर निर्भर करता है, का प्रदर्शन किया जाएगा।
आविष्कार फाउंड्री के क्षेत्र से संबंधित है, और अधिक विशेष रूप से कापोला भट्टियों में कच्चा लोहा गलाने के तरीकों के लिए, और विशेष रूप से गलाने के तरीकों से जो धातु के एक टुकड़े में धातु की रिहाई के लिए "फ्रीजिंग" को एक करछुल में खत्म करते हैं।
पिग्गी बैंक के साथ कपोलों में कच्चा लोहा पिघलाने की एक ज्ञात विधि, जिसमें मिश्रण को लोड करना, पिघलाना, पिग आयरन को गर्म करना, पिग्गी बैंक में जमा करना और पिग आयरन को एक धातु पायदान के माध्यम से जारी करना शामिल है (देखें ग्रैची वी.ए., चेर्नी ए.ए.) कच्चा लोहा पिघलने के आधुनिक तरीके। सारातोव, 1973, पी। 80-81)।
वर्तमान आविष्कार के इलेक्ट्रिक आर्क भट्टी में, ऊपरी मुख्य लाइन 6 और निचली ट्यूब 8 में आम तौर पर एक आयताकार क्रॉस-सेक्शन होता है, लेकिन कोई भी आकार, जैसे कि एक सर्कल या दीर्घवृत्त, होगा। ऊपरी और निचले पक्ष के शाफ्ट 6 और 8 स्टील प्लेट या लोहे के खोल से बने होते हैं, जो अंदर की आग रोक सामग्री के साथ पंक्तिबद्ध होते हैं। भट्ठी को दो भागों में अलग करने से भट्ठी का निर्माण इस तरह से संभव हो जाता है कि भट्ठी का निचला स्तंभ 8 स्टैंड 13 पर रखा जाता है और बड़ी संख्या में जंगम रोलर्स 14 द्वारा समर्थित होता है, जो ट्रंक के प्रतिस्थापन या मरम्मत की सुविधा के लिए चल बनाता है।
इस विधि के नुकसान में से एक गुल्लक के धातु पायदान के "जमने" की संभावना है, इस तथ्य के कारण कि तरल धातु (विशेष रूप से पहले पिघलने की अवधि में, जब धातु का तापमान कम होता है और गुल्लक गर्म नहीं होती है) को ठंडा किया जाता है और गुल्लक के तल में क्रिस्टलीकृत किया जाता है, "दृढ़ता" के गठन के साथ congeals। यह स्थापित किया गया है कि तैराकी चड्डी के 10-20% में एक लेटका का "फ्रीजिंग" तैराकी चड्डी में टूटने का एक कारण है, जिसके परिणामस्वरूप, एक नियम के रूप में, कपोला को बंद करना होगा, ठंडा करना होगा, गुल्लक के दरवाजे को खोला गया था, और गुल्लक से पपड़ी निकाली गई थी, जो बहुत समय लेने वाली और महंगी है।
इसके अलावा, चूंकि निचले मुख्य पाइप 8 को पिघलने और शोधन के लिए लगातार उपयोग किया जाता है, यह ऊपरी भट्ठी शरीर की तुलना में गंभीर पहनने से गुजरता है। भट्ठी की निचली दीवार के पाइप को प्रतिस्थापित करते समय उपरोक्त डिजाइन ऑपरेटिंग दक्षता बढ़ाता है और भट्ठी की मरम्मत की लागत को कम करता है। हालांकि, भट्ठी को ऊपरी और निचले चड्डी 6 और 8 भट्ठी में अलग किए बिना भी एक पूरे के रूप में बनाया जा सकता है, जब वांछित होता है।
थ्रेडिंग के लिए एक छेद और उसकी नाक 7 भट्ठी के निचले बैरल 8 के नीचे भट्ठी के ऊपरी बैरल पर प्रदान की गई इनलेट उद्घाटन 4 और 5 के निचले आवास पर प्रदान की जाती हैं। आउटलेट छेद की संरचना और स्थिति और इसकी टोंटी 7 एक साइफन प्रणाली बनाती है, जिसका नल भट्ठी के निचले भाग के समान स्तर पर होता है, जैसा कि चित्र में दिखाया गया है। यह डिज़ाइन भट्ठी 26 की चूल्हा से पिघले हुए धातु के निरंतर इंजेक्शन की सुविधा देता है, जहाँ पिघला हुआ धातु एक चाप द्वारा संकुचित होने के बाद ड्रॉप द्वारा एकत्रित होता है और एक पूर्व-तैयार स्लैग निस्पंदन परत से गुजरता है।
नल छेद के "ठंड" के साथ कई उत्पादन विधियां हैं, जो अप्रभावी हैं, हालांकि उनका उपयोग गलाने की प्रक्रिया में किया जाता है। इनमें धातु के मुकुट के साथ "जमे हुए" नल छेद को छिद्रित करना, ऑक्सीजन के साथ नल के छेद को जलाना और गुल्लक को गर्म करना शामिल है। 50-60% मामलों में पहली खुराक वांछित प्रभाव नहीं देती है या उड़ान ईंट के टूटने की ओर जाता है। दूसरी विधि गर्मी की ईंट के बाहर से ऑक्सीजन की आपूर्ति करके की जाती है और हमेशा पायदान के उद्घाटन की ओर नहीं जाती है, क्योंकि पहले से ही जमे हुए धातु पर कम तापमान के साथ ऑक्सीजन का प्रभाव इसके ऑक्सीकरण और पायदान की सफलता को उत्तेजित नहीं करता है। ऑक्सीजन की खपत, एक नियम के रूप में, बहुत बड़ी है, श्रम सुरक्षा के दृष्टिकोण से प्रक्रिया बहुत खतरनाक है।
एक भट्ठी में लोहे की वसूली और कार्बराइजेशन
इंजेक्शन से पहले, पिघला हुआ धातु बोरहोल के पास स्थित एक भट्ठी में एकत्र किया जाता है। सामने की भट्ठी 15 को एक स्टैंड या सपोर्ट टेबल 16 पर डिज़ाइन किया गया है ताकि हैंडल 17 को घुमाकर आसानी से झुकाया जा सके, जो कि आवश्यक पिघला हुआ धातु निकालने के लिए अनुमति देता है। चूंकि वर्तमान आविष्कार के इलेक्ट्रिक आर्क भट्टी द्वारा प्राप्त पिघला हुआ धातु पूरी तरह से डीऑक्सीडाइज्ड और डीसल्फराइज्ड था, यह आसानी से बहता है और बहुत धीरे-धीरे ठंडा होता है, जो सामने के महल में पिघले हुए धातु के लंबे अवशेषों के लिए व्यावहारिक बनाता है। वर्तमान आविष्कार के अनुसार पिघली हुई धातु की उतराई और ढलाई पारंपरिक उतराई और ढलाई विधियों की तुलना में बहुत अधिक कुशल हैं।
तीसरी विधि के अनुसार, पिग्गी बैंक को पिघलने से पहले स्लैग पायदान के माध्यम से गैस बर्नर से गर्म किया जाता है, और धातु पायदान के "फ्रीजिंग" के मामले में, यह पिग्गी बैंक गर्त के किनारे से रखी गैस-ऑक्सीजन कट से ऑक्सीजन की धारा के साथ जलाया जाता है। नल छेद का "ठंड", एक नियम के रूप में, कच्चा लोहा की पहली रिलीज के दौरान होता है।
कपोला भट्टियों में लंबे समय के अनुभव से पता चलता है कि तीसरी विधि किसी आपातकाल को रोकने और कपोल की कार्यक्षमता को बहाल करने के लिए एक दरवाजे के "ठंड" के 40-50% मामलों में अनुमति देता है। हालांकि, अन्य मामलों में, विधि अप्रभावी है। यह इस तथ्य के कारण है कि, सबसे पहले, जब पिग्गी बैंक को गैस बर्नर द्वारा स्लैग पायदान के माध्यम से गर्म किया जाता है, तो पिग्गी बैंक (निचला और पायदान) का निचला हिस्सा थोड़ा गर्म होता है, जिससे पायदान क्षेत्र में धातु "ठंड" होती है।
वीडियो: कच्चे-पनीर तरीके से लोहे को गलाना
उपरोक्त वर्तमान आविष्कार के इलेक्ट्रिक आर्क फर्नेस की विशिष्ट विशेषताएं हैं, विशेष रूप से पिघले हुए लोहे के उत्पादन के लिए उपयुक्त हैं। हालांकि, भट्ठी पिघले हुए लोहे तक ही सीमित नहीं है, और स्टील और एल्यूमीनियम जैसी धातुएं भी पिघली हुई हो सकती हैं।
सिंथेटिक कास्ट आयरन प्राप्त करना
उपरोक्त अवतार में, संख्या 18 इलेक्ट्रोड को बिजली की आपूर्ति के लिए तारों को इंगित करती है। 19 नंबर इलेक्ट्रोड को ऊपर उठाने और कम करने के लिए निलंबन तारों को इंगित करता है। 21 और 22 की संख्या क्रमशः बाल्टी 11 या 12 को स्थानांतरित करने के लिए उपकरणों को दर्शाती है, जिसे लोडिंग छेद 4 से बाल्टी को सम्मिलित करने और वापस लेने के लिए एक बल द्वारा संचालित किया जा सकता है, और बाल्टी 11 और 12 को एक उपयुक्त कैम या गाइड डिवाइस द्वारा भट्ठी में बदल दिया जाता है या रीसेट कर दिया जाता है। जिससे इलेक्ट्रोड लाइन के दोनों ओर से कच्चा माल लोड हो रहा है।
दूसरे, ऑक्सीजन के साथ एक छेद जलाना केवल तभी प्रभावी होता है जब धातु का ओवरले एक श्लेष्म अवस्था में होता है, और ठोस धातु की परत में 5-10 मिमी की मोटाई होती है। अन्यथा, विधि अप्रभावी है।
वर्तमान आविष्कार का उद्देश्य इन कमियों को समाप्त करना और एक ऐसी विधि विकसित करना है जो मुख्य रूप से प्रारंभिक पिघलने की अवधि में धातु के पायदान के "ठंड" को प्रभावी ढंग से समाप्त कर सकता है।
इस उपकरण का उपयोग करते समय, एक भट्ठी में पिघलने से स्क्रैप के रूप में कच्चे माल को लगातार लोड किया जा सकता है। डिवाइस में मुख्य रूप से दो लोडिंग बाल्टी 11 कच्चे माल की होती हैं, जिन्हें कच्चे माल के लिए दो लोडिंग इनपुट 4 के माध्यम से प्रवेश करने और बाहर निकलने के लिए डिज़ाइन किया गया है, और उपकरणों को ड्राइविंग और टर्निंग बाल्टी 1 और 12 के लिए प्रदान किया जाता है, ताकि ये बाल्टी चार्जिंग के माध्यम से प्रवेश करें और बाहर निकलें। एक विकल्प के रूप में 4 और 5 इनपुट। क्षैतिज बेल्ट कन्वेयर के लिए कच्चे माल को स्थानांतरित करने के लिए एक क्षैतिज बेल्ट कन्वेयर 29 को बाल्टी 11 और दो चुंबकीय ऊर्ध्वाधर बेल्ट कन्वेयर 31 और 32 में स्क्रैप लोड करने के लिए प्रदान किया जाता है।
समस्या यह है कि चार्ज कप में लोहे को गलाने, चार्ज को लोड करने, पिघलाने, कच्चा लोहा को गर्म करने, गुल्लक में जमा करने और धातु के कुंड के माध्यम से इसे हटाने सहित विधि में हल किया जाता है, धातु के कुंडली के माध्यम से निर्वहन किया जाता है, पिघला हुआ कच्चा लोहा 3.5 के साथ पायस को प्री-हीट करें। 4.4% C, 0.9-2.2% Si, 0.4-2% Mn, के बराबर आयतन के साथ ![]() , जहां डी k गुल्लक का व्यास है, और तरल कास्ट आयरन को आपूर्ति की जा रही ऑक्सीजन के साथ पायदानों को एक साथ गरम किया जाता है, जबकि गुल्लक के द्वार के अस्तर में लगे पाइप के माध्यम से गुल्लक के नीचे की जगह को ऑक्सीजन की आपूर्ति की जाती है।
, जहां डी k गुल्लक का व्यास है, और तरल कास्ट आयरन को आपूर्ति की जा रही ऑक्सीजन के साथ पायदानों को एक साथ गरम किया जाता है, जबकि गुल्लक के द्वार के अस्तर में लगे पाइप के माध्यम से गुल्लक के नीचे की जगह को ऑक्सीजन की आपूर्ति की जाती है।
कच्चे माल या डिब्बे 44 और 45 के लिए दो टैंक भी सामग्री को संग्रहीत करने के लिए प्रदान किए जाते हैं। 11 और 12 लोडिंग बाल्टी को गिराने और छोड़ने के लिए उपकरणों में वायर ड्रम 35 और 36 शामिल हैं, जो ड्राइव शाफ्ट के माध्यम से मोटर 34 द्वारा संचालित होते हैं। चूंकि प्रक्रिया दो बाल्टी के लिए समान है, केवल बाल्टी 11 के संचालन के बारे में विस्तार से वर्णित किया जाएगा।
फॉरवर्ड मूवमेंट गाइड को ट्रक 21 के पीछे के छोर पर बाल्टी के शाफ्ट पर लगाई गई गाइड 39, गाइड बार या कैम की सतह 40 के अंदरूनी हिस्से के साथ गुजरती है, बाल्टी 11 को भट्टी में घुमाने के लिए मजबूर करती है, इसकी सामग्री को उतारती है। मार्गदर्शिकाएँ या कैम रेल्स 40 और 41 क्रमशः प्रदान की जाती हैं ताकि बाल्टी आगे बढ़ने और उनके आगे बढ़ने की दिशा में मोड़ सकें। बाल्टी 11 और 12 के रिवर्स मूवमेंट के लिए, रिवर्सिबल मोटर के लिए एक सीमा स्विच प्रदान किया जाता है। वैकल्पिक रूप से, गियरबॉक्स के साथ संयोजन में एक उपयुक्त स्विच प्रदान किया जा सकता है।
विधि इस प्रकार है। पिघलने से पहले, कपोला और गुल्लक को प्राकृतिक गैस के साथ 1100-1400 o C. के अस्तर के तापमान पर गर्म किया जाता है। फिर, एक रचना, जिसे निम्नलिखित संरचना के तरल कच्चा लोहा प्राप्त करने के लिए गणना की जाती है, उसे प्लैटिपस में लोड किया जाता है: 3.5-4.4% C; 0.9-2.2% सी; 0.4-2% एम.एन. आवेश के भार की गणना एक पिग आयरन की मात्रा के बराबर प्राप्त करने के लिए की जाती है ![]() जहां d k गुल्लक का व्यास है, (m)। लोड किए गए चार्ज को पिघलाया जाता है, एक ड्रम (कोक कपोला) या एक आग रोक नोजल (गैस कपोला) में गरम किया जाता है, जिसके बाद तरल धातु गुल्लक में प्रवाहित होती है और इसके निचले हिस्से को भरती है। उसी समय जैसे कि गुल्लक को पाइप लाइन के माध्यम से भरा जाता है, ऑक्सीजन को तरल धातु की आपूर्ति की जाती है, जो पूर्व-निर्वहन स्थान में धातु के साथ प्रतिक्रिया करता है।
जहां d k गुल्लक का व्यास है, (m)। लोड किए गए चार्ज को पिघलाया जाता है, एक ड्रम (कोक कपोला) या एक आग रोक नोजल (गैस कपोला) में गरम किया जाता है, जिसके बाद तरल धातु गुल्लक में प्रवाहित होती है और इसके निचले हिस्से को भरती है। उसी समय जैसे कि गुल्लक को पाइप लाइन के माध्यम से भरा जाता है, ऑक्सीजन को तरल धातु की आपूर्ति की जाती है, जो पूर्व-निर्वहन स्थान में धातु के साथ प्रतिक्रिया करता है।
गलाने का उपकरण
43 नंबर एक मैनुअल इंडक्शन एग्जॉस्ट क्लच इंगित करता है। कच्चे माल को लोड करने के लिए बेल्ट कन्वेयर सिस्टम में एक क्षैतिज अंतहीन बेल्ट 29, परिवहन दूरी के अंत में एक हॉपर 30 घुड़सवार, और हॉपर से कच्चे माल के साथ बाल्टी 11 और बाल्टी 12 को वैकल्पिक रूप से भरने के लिए एक डंप ट्रक या गर्त 42 शामिल हैं।
टैंक या डिब्बे 44 और 45 से सामग्री को इन कन्वेयर पर ऊपर की ओर ले जाया जाता है, जिसे एक क्षैतिज बेल्ट कन्वेयर पर स्थानांतरित किया जाना चाहिए। टैंकों या बंकरों में क्रमशः 44 और 45 में कच्चे माल के लिए लंबवत स्लाइडिंग नियंत्रण प्लेटों के लिए 46 बाहर निकलते हैं। ऐसे चुंबकीय कन्वेयर का उपयोग गैर-लौह धातुओं, रेत और पृथ्वी जैसी हानिकारक अशुद्धियों से स्वचालित रूप से लोहे को अलग करना संभव बनाता है, जब कच्चे माल पाउडर या दानेदार रूप में होते हैं। यह पाउडर या दानेदार रूप में कच्चे माल के उपयोग से प्राप्त एक महान लाभ है।
ऑक्सीजन की आपूर्ति 2-3 मिनट के लिए की जाती है, जिसके बाद ऑक्सीजन की आपूर्ति बंद हो जाती है और इसकी आपूर्ति बंद होने के 5-7 मिनट बाद, कॉर्क को खोल दिया जाता है और तरल धातु को सीढ़ी में उतारा जाता है या गड्ढे में डाला जाता है। अगला, पिघलने को सामान्य तरीके से वांछित ब्रांड तक पहुंचाया जाता है।
पिघली हुई लोहे के साथ लेटकी को गर्म करने से आप 1300-1400 o C के तापमान पर लेटरिक ईंट, प्रीलेट स्पेस, लाइनिंग और चूल्हा को कुशलतापूर्वक गर्म कर सकते हैं, जो बाद की धातु के "फ्रीजिंग" को खत्म कर देता है और इसलिए, प्रीलेट स्पेस में प्लाक के निर्माण को समाप्त कर देता है। जब धातु को ऑक्सीजन की आपूर्ति की जाती है, तो सी, सी और एमएन की इलेक्ट्रोथर्मल ऑक्सीकरण प्रतिक्रियाओं के कारण कच्चा लोहा का तापमान बढ़ जाता है (1500 ओ सी तक), जिसके परिणामस्वरूप निचले हिस्से में अस्तर का तापमान 1450-1500 ओ तक बढ़ जाता है। निचले हिस्से में अस्तर का उच्च ताप और विशेष रूप से कच्चा लोहा और ऑक्सीजन के प्रभाव के कारण गर्मियों की ईंट धातु और धातु के नल छेद के "ठंड" का पूर्ण उन्मूलन प्रदान करती है। इसके बाद, ट्यूब पिघल जाती है और तरल धातु में घुल जाती है।
कच्चा लोहा: गलनांक
कच्चे माल के प्रभार की तैयारी के बारे में, चुंबकीय कन्वेयर 31 और 32 की गति को नियंत्रित किया जाता है ताकि उनके मैग्नेट प्रकार से कच्चे माल को आकर्षित करें, जैसे कि लोहे के काटने वाले चिप्स, स्टील काटने वाले चिप्स और दानेदार लोहे, जो अलग-अलग टैंक 44 और 45 में संग्रहीत किए जा सकते हैं, और इसी तरह। ।
कच्चे माल और सहायक सामग्रियों के परिवहन के लिए ये बेल्ट कन्वेयर को लाडले कन्वेयर द्वारा प्रतिस्थापित किया जा सकता है, वैकल्पिक रूप से एक ही गति से या अलग-अलग गति से। निम्नलिखित भट्ठी विधानसभा और वर्तमान आविष्कार के विद्युत चाप भट्टी का उपयोग करके वर्तमान आविष्कार के कच्चा लोहा पिघलने की विधि का विवरण है।
निम्नलिखित के कारण एक सकारात्मक प्रभाव प्राप्त किया जाता है: 1. कच्चा लोहा के साथ नल के छेद का ताप प्रभावी होता है, क्योंकि यह सबसे प्रभावी प्रकार के गर्मी हस्तांतरण - गर्मी हस्तांतरण द्वारा किया जाता है। यह आपको अस्तर को 1300-1400 ओ सी के तापमान तक गर्म करने की अनुमति देता है।
2. ऑक्सीजन का उपयोग आपको प्रभावी ढंग से और जल्दी से कच्चा लोहा का तापमान बढ़ाने की अनुमति देता है सी, सी और एमएन कच्चा लोहा के ऑक्सीकरण के कारण 1500 ओ सी। गुल्लक के निचले हिस्से का अस्तर भी उसी तापमान पर गर्म होता है। यह अंततः पायदान के क्षेत्र में धातु के तनाव के गठन की संभावना को समाप्त करता है।
निचली मुख्य पंक्ति 8, जिसकी मरम्मत की जा सकती है, उदाहरण के लिए, पहली बार रोलर्स 14 पर भट्ठी की ऊपरी रेखा 6 के नीचे सीधे एक स्थिति में स्थानांतरित की जाती है, एक जैक या इस तरह का उपयोग करके बढ़ाया जाता है, और कसकर भट्ठी की ऊपरी ट्यूब से जुड़ा होता है। फिर, इलेक्ट्रोड 1 को भट्ठी के निचले हिस्से के पास की स्थिति में उतारा जाता है। सकारात्मक दबाव पर भट्ठी में वातावरण को संरक्षित करना और दृढ़ता से कम करने की क्षमता, बाहर से हवा के प्रवेश को रोकना, पिघलने की प्रक्रिया के दौरान प्राप्त कार्बन मोनोऑक्साइड का कारण बनता है, जो चार्ज शुरू होने वाली सामग्रियों के बीच अंतराल के माध्यम से उठता है और फ़ीड 23 में निहित ऑक्सीजन के साथ आंशिक रूप से प्रतिक्रिया करता है, जिससे कार्बन डाइऑक्साइड बनता है। प्रारंभिक सामग्री 23 को गर्म करने के बाद, इसे भट्ठी में उत्पन्न धूल को लोडिंग इनलेट के उद्घाटन 4 के माध्यम से कुचल दिया जाता है, और गैस और धूल को आसानी से और पूरी तरह से एकत्र किया जाता है फीड इनलेट्स के बगल में स्थित डस्ट कैप 27 पर, 4 और 10-इंच की पिघली हुई धातु बूंदों में स्लैग 24 की एक परत से गुजरती है जिसे परत 24 से तैयार करके, फ़िल्टर करके और साफ करके पिघले हुए धातु पसीने में उतारा जाता है।
3. कच्चा लोहा (3.5-4.4% सी; 0.9-2.2% सी; 0.4-2% एमएन) की उपरोक्त संरचना एक कम पिघलने बिंदु प्रदान करती है और तदनुसार, कच्चा लोहा का एक कम क्रिस्टलीकरण तापमान (लगभग 1150-1200 ओ) सी), जो इसे पायदान के क्षेत्र में मनाए गए तापमान पर "फ्रीज" करने की अनुमति नहीं देता है। इसके अलावा, आवेदन में वर्णित रचना ऑक्सीजन के साथ बातचीत करते समय सी, सी और एमएन के ऑक्सीकरण प्रतिक्रियाओं के पाठ्यक्रम के दृष्टिकोण से इष्टतम है। यह ऑक्सीजन कन्वर्टर्स के अभ्यास के साथ अच्छा समझौता है। 2-3 मिनट में कच्चा लोहा की इस संरचना के साथ, कच्चा लोहा का तापमान 1300 से बढ़कर 1500 o C. हो जाता है जब C की सामग्री 3.5% से कम, Si 0.9% से कम, Mn 0.4% से कम होती है, तो कच्चा लोहा का क्रिस्टलीकरण तापमान बढ़ जाता है, इसकी तरलता कम हो जाती है, ऑक्सीकरण प्रतिक्रियाओं की दर तेजी से घट जाती है, जिसके परिणामस्वरूप letka की हीटिंग दक्षता कम हो जाती है, इसके कम तापमान और बढ़े हुए जमने के तापमान के कारण धातु जमा के गठन की संभावना है। सी, सी और एमएन के लिए कच्चा लोहा की संरचना की ऊपरी सीमा इस रचना के कच्चा लोहा के उत्पादन की कठिनाई से सीमित है।
निर्दिष्ट स्लैग लेयर 24 से गुजरते हुए, पिघले हुए स्टील की बूंदें किसी न किसी बिंदु पर पूर्ण शुद्धिकरण के लिए डीऑक्सिडाइज़ और डिसल्फराइज़ होती हैं। पारंपरिक तरीकों और भट्टियों का उपयोग करके इन ऑक्साइड को निकालना बेहद मुश्किल होगा। उपरोक्त कच्चा लोहा पिघलने की विधि की विशेष विशेषताएं नीचे विस्तार से वर्णित हैं।
संपीड़ित शुरुआती सामग्री 23 क्रमिक रूप से नीचे से सीधे इलेक्ट्रोड 1 के माध्यम से गर्म होती है, जो पिघले हुए लोहे की बूंदों में जल्दी से पिघल जाती है। दूसरे शब्दों में, शुरुआती सामग्री 23, जो कि इलेक्ट्रोड 1 के चारों ओर इस तरह के ढेर बनाने के लिए चार्ज की गई थी, जैसा कि चित्र में दिखाया गया है, इलेक्ट्रोड 1 के arcing भागों के पास इसके भागों से क्रमिक रूप से गरम किया जाता है, उनके मैंडिज़्म को कम करने और उन्हें खंड 1 के पक्षों से स्लाइड करने के लिए अनुभाग क्रम में 1। और फिर इलेक्ट्रोड के नीचे की स्थिति में।
4. पिग्गी बैंक में पिग आयरन की अधिकतम मात्रा, के बराबर ![]() , उड़ान ईंट 230 मिमी की पूरी ऊंचाई पर गुल्लक के निचले हिस्से के हीटिंग प्रदान करता है। 0.5 मीटर के व्यास के साथ एक गुल्लक के लिए, इष्टतम धातु की मात्रा 0.04 मीटर 3 होगी। मिश्रण का वजन 280 किलोग्राम होगा। यदि कच्चा लोहा की मात्रा कम है, तो ग्रीष्मकालीन ईंट का ऊपरी हिस्सा गर्म नहीं होगा, जिससे ऊपरी पायदान का "ठंड" हो सकता है। एक बड़ी मात्रा के साथ, कच्चा लोहा की मात्रा बढ़ जाती है, इसकी अनुसूची की लागत बढ़ जाती है, गर्मी की ईंट के तापमान में उल्लेखनीय वृद्धि के बिना ऑक्सीजन की खपत बढ़ जाती है।
, उड़ान ईंट 230 मिमी की पूरी ऊंचाई पर गुल्लक के निचले हिस्से के हीटिंग प्रदान करता है। 0.5 मीटर के व्यास के साथ एक गुल्लक के लिए, इष्टतम धातु की मात्रा 0.04 मीटर 3 होगी। मिश्रण का वजन 280 किलोग्राम होगा। यदि कच्चा लोहा की मात्रा कम है, तो ग्रीष्मकालीन ईंट का ऊपरी हिस्सा गर्म नहीं होगा, जिससे ऊपरी पायदान का "ठंड" हो सकता है। एक बड़ी मात्रा के साथ, कच्चा लोहा की मात्रा बढ़ जाती है, इसकी अनुसूची की लागत बढ़ जाती है, गर्मी की ईंट के तापमान में उल्लेखनीय वृद्धि के बिना ऑक्सीजन की खपत बढ़ जाती है।
कच्चे माल 23, जो इस प्रकार 1 इलेक्ट्रोड के नीचे की स्थिति में आते हैं, उच्च तापमान पर गरम होते हैं, तुरंत पिघला हुआ लोहे की बूंदों में पिघल जाना चाहिए। पिघले हुए धातु की बूंदें पिघलने के साथ एक साथ उनके प्रभाव में अनगिनत बारीक कणों में बदल जाती हैं, और वे वर्षा के समान एक स्प्रे अवस्था में बन जाते हैं, और स्लैग 24 की एक जोरदार मूल परत में भेज दिए जाते हैं, जिसे इलेक्ट्रोड 1 के तहत जबरन बनाया गया था।
इस मामले में, बिजली की गर्मी क्षमता के लिए शुरुआती सामग्री 23 का कण आकार काफी छोटा होना चाहिए, जैसा कि ऊपर वर्णित है। लावा परत 24 के लिए, यह न केवल पिघला हुआ धातु की बूंदों के एक फिल्टर के रूप में कार्य करता है, बल्कि एक चाप द्वारा प्राप्त होने के तुरंत बाद बूंदों के लिए एक नियंत्रण या स्टॉप के रूप में भी फ़िल्टर किया जाता है और कच्चे माल के साथ उनके संपर्क को रोकता है। यह अंत करने के लिए, स्लैग लेयर 24 का गठन किया जाता है ताकि इलेक्ट्रोड 1 के निचले छोर के संबंध में पूरे स्थान को कवर किया जा सके, परिधीय भागों या स्लैग परत के किनारे के हिस्सों को ट्रे के लिए एक कंटेनर बनाने के लिए ऊपर की ओर घुमाया जाता है, जैसा कि एफआईजी में दिखाया गया है। ड्राइंग।
5. तरल कास्ट आयरन के साथ नल के छेद का एक साथ हीटिंग और कच्चा लोहा को ऑक्सीजन की आपूर्ति अस्तर लोहे से गर्मी का एक साथ हस्तांतरण सुनिश्चित करता है और तत्वों के ऑक्सीकरण के कारण कच्चा लोहा का तापमान बढ़ाता है, जिसके परिणामस्वरूप कच्चा लोहा का तापमान स्थिर रहता है।
6. प्री-आउटलेट स्पेस को पाइपलाइन के माध्यम से ऑक्सीजन की आपूर्ति गर्मी के गठन के दृष्टिकोण से ऑक्सीजन को सबसे कमजोर स्थान पर आपूर्ति करने की अनुमति देता है और वहां कच्चा लोहा का तापमान बढ़ाता है। इस घटना में कि पूर्व-लॉन्चिंग अंतरिक्ष में एक अर्ध-ठोस धातु के रूप में एक जलसेक का गठन हुआ, फिर भी, इस क्षेत्र में ऑक्सीजन की आपूर्ति पायदान के माध्यम से धातु के निर्वहन के लिए इसमें "चैनलों के जलने" में योगदान करती है। बाद में, स्थिर-राज्य पिघलने मोड के साथ, गठित नस्टली धातु में घुल जाती है।
एक उदाहरण है। 0.5 टी / एच की क्षमता वाले गुल्लक के साथ प्रायोगिक कपोला में गलाने का कार्य किया गया। कपोला शाफ्ट का व्यास 0.5 मीटर है, गुल्लक का व्यास 0.5 मीटर है। इसे गर्म करने के बाद, 280 किलो के चार्ज को कपोला में लोड किया गया: 60% पिग आयरन, 40% पिग-आयरन स्क्रैप। कास्ट आयरन रचना: 4.1% सी, 1.5% सी, 1% एमएन। प्राप्त पिग आयरन की मात्रा 0.04 मीटर 3 है। गुल्लक में इसके स्तर की ऊंचाई 230 मिमी (उड़ान ईंट की पूरी ऊंचाई तक) है। 2.0 मिनट के लिए सिलेंडर से ऑक्सीजन के साथ गुल्लक के दरवाजे में ट्यूब के माध्यम से कच्चा लोहा उड़ाया गया था। 5 मिनट के बाद, पिगी आयरन को गुल्लक से निकाला गया। विसर्जन थर्मोकपल का तापमान 1475 हे। सी। बाद में पिघलने के बिना पायदान के "ठंड" के बिना हुआ। उत्पादन कपोला पर एक निरीक्षण ने परिणामों की पुष्टि की।
प्रोटोटाइप के साथ वर्तमान आविष्कार की तुलना ने यह स्थापित करना संभव बना दिया कि विशिष्ट विशेषताएं हैं: ऑक्सीजन के साथ एक साथ शुद्धिकरण के साथ कच्चा लोहा के पायदानों को गर्म करना, कच्चा लोहा की इष्टतम संरचना, इसकी इष्टतम मात्रा, पूर्व-आउटलेट स्थान को ऑक्सीजन की आपूर्ति। वैज्ञानिक, तकनीकी और पेटेंट साहित्य में सूचीबद्ध विशेषताओं के साथ कोई तकनीकी समाधान नहीं मिला, जो आविष्कार की एक महत्वपूर्ण नवीनता को इंगित करता है।
इस प्रकार, वर्तमान आविष्कार में एक महत्वपूर्ण नवीनता और सकारात्मक प्रभाव है। आविष्कार के अनुसार, पेन्ज़ा कंप्रेसर प्लांट में कार्यान्वयन के लिए तकनीकी दस्तावेज विकसित किया गया है। आविष्कार कपोल और अन्य धातु भट्टियों में आवेदन करेगा।
एक कपोला में कच्चा लोहा पिघलाने की एक विधि, जिसमें मिश्रण को लोड करना, पिघलाना, कच्चा लोहा गर्म करना, गुल्लक में जमा करना और गुल्लक में एक धातु पायदान के माध्यम से गुल्लक जारी करना शामिल है, जिसमें मुख्य रूप से गुल्लक में कच्चा लोहा जमा करने से पहले प्रारंभिक पिघलने की अवधि के दौरान धातु के पानी का ताप सुनिश्चित करना शामिल है। मनी-बॉक्स 3.4 से युक्त पिघले हुए लोहे से भरा हुआ है - 4.4% C, 0.9 - 2.2% Si, 0.4 - 2% Mn, एक मात्रा के बराबर ![]() जहां घ पिग्गी बैंक का व्यास है, मी, साथ ही साथ कास्ट आयरन के साथ गुल्लक के भरने के साथ, गुल्लक के पूर्व भंडारण स्थान में पाइपलाइन के माध्यम से ऑक्सीजन की आपूर्ति की जाती है।
जहां घ पिग्गी बैंक का व्यास है, मी, साथ ही साथ कास्ट आयरन के साथ गुल्लक के भरने के साथ, गुल्लक के पूर्व भंडारण स्थान में पाइपलाइन के माध्यम से ऑक्सीजन की आपूर्ति की जाती है।
संबंधित पेटेंट:
हमारे समय को बस नहीं कहा जाता था: परमाणु, अंतरिक्ष, प्लास्टिक, इलेक्ट्रॉनिक्स, कंपोजिट, आदि की सदी। वास्तव में, हमारी सदी अभी भी लोहे की है - इसके मिश्र अभी भी प्रौद्योगिकी का मूल बनाते हैं; बाकी, हालांकि बहुत शक्तिशाली है, लेकिन परिधि। निर्माण, उत्पादों और संरचनाओं में लोहे का मार्ग ब्लास्ट फर्नेस में अयस्क से लोहे के गलाने के साथ शुरू होता है।
ध्यान दें: गलाने के लिए उपयुक्त खनन के तुरंत बाद लगभग कोई समृद्ध लोहे के अयस्क नहीं हैं। वर्तमान ब्लास्ट फर्नेस समृद्ध सिंटर और छर्रों पर काम करते हैं। पाठ में आगे, अयस्क फेरस धातु विज्ञान के लिए सिर्फ इस तरह के एक कच्चे माल को संदर्भित करता है।
एक आधुनिक ब्लास्ट फर्नेस (ब्लास्ट फर्नेस) 40 मीटर तक की एक भव्य संरचना है, जिसका वजन 35,000 टन तक है और 5500 क्यूबिक मीटर तक की मात्रा है। मीटर, 6000 टन कच्चा लोहा एक गर्मी में जारी करना। यह दसियों और सैकड़ों हेक्टेयर के क्षेत्र को कवर करने वाले सिस्टम और असेंबली के एक ब्लास्ट फर्नेस होस्ट का संचालन प्रदान करता है। यह सब अर्थव्यवस्था प्रभावशाली है और एक बादल के दिन एक ब्रेज़्ड ब्लास्ट फर्नेस के साथ एक पड़ाव में है, और काम में बस करामाती है। ब्लास्ट फर्नेस से कास्ट आयरन की रिहाई भी एक शानदार दृश्य है, हालांकि आधुनिक ब्लास्ट फर्नेस में यह अब डांटे के नरक से एक तस्वीर जैसा दिखता है।


मूल सिद्धांत
ब्लास्ट फर्नेस के संचालन का सिद्धांत अगले प्रमुख ओवरहाल तक भट्ठी के पूरे जीवन के लिए धातुकर्म प्रक्रिया की निरंतरता है, जो हर 3-12 वर्षों में किया जाता है; ब्लास्ट फर्नेस का कुल सेवा जीवन 100 वर्ष से अधिक हो सकता है। दस्ता ब्लास्ट फर्नेस: ऊपर से यह समय-समय पर चूना पत्थर के प्रवाह और कोक के साथ अयस्क के मिश्रण के बैचों (सबसे ऊपर) में डूब जाता है, और पिघला हुआ लोहा समय-समय पर नीचे से जारी किया जाता है और स्लैग पिघल को सूखा जाता है, अर्थात खदान ब्लास्ट फर्नेस में कच्चे माल का एक स्तंभ धीरे-धीरे बसता है, कच्चा लोहा और लावा में बदल जाता है, और ऊपर से बनाया जाता है। हालाँकि, इस सरल योजना के लिए लौह धातु विज्ञान का मार्ग लंबा और कठिन था।
कहानी
कच्चे माल की उपलब्धता के कारण मुख्य रूप से कांस्य युग द्वारा लौह युग का स्थान लिया गया था। श्रम और लागत सहित, बाकी सभी चीजों में कांस्य लोहा काफ़ी हद तक कमज़ोर था; हालाँकि, बाद में, गुलामी के समय में, कुछ लोग चिंतित थे। लेकिन दलदली अयस्क, जो लगभग शुद्ध लौह हाइड्रॉक्साइड, या समृद्ध पर्वत लौह अयस्क है, प्राचीन काल में हर जगह पाया जा सकता है, तांबे की जमा राशि के विपरीत और विशेष रूप से टिन, कांस्य प्राप्त करने के लिए आवश्यक है।
पुरातत्व के आंकड़ों को देखते हुए, खनिज कच्चे माल से पहला लोहा संयोग से प्राप्त किया गया था जब गलत अयस्क को एक स्मेल्टर में लोड किया गया था। भट्टियों के पास सबसे पुरानी स्मेल्टर्स की खुदाई करते समय, कभी-कभी स्पष्ट रूप से लोहे के रोएं के टुकड़े पाए जाते हैं (नीचे देखें)। कच्चे माल की कमी ने हमें उन पर अच्छी तरह से ध्यान दिया, और पूर्वजों ने सोचा, सामान्य तौर पर, हमारे लिए इससे भी बुरा नहीं है।
प्रारंभ में, तथाकथित अयस्क द्वारा लौह अयस्क से प्राप्त किया गया था। एक बैच ओवन (एक ब्लास्ट फर्नेस नहीं!) में एक चीज़ी तरीके से। कार्बन ईंधन (लकड़ी का कोयला) के कारण इस मामले में आक्साइड से Fe की कमी हुई। घर में तापमान 1535 डिग्री सेल्सियस पर लोहे के पिघलने बिंदु तक नहीं पहुंचा, और घर में पुनर्प्राप्ति प्रक्रिया के परिणामस्वरूप, कार्बन के साथ स्पंज आयरन के बड़े पैमाने पर रेंगने की पुष्टि हुई। क्रिकेट को निकालने के लिए, डोमिनिका को तोड़ना पड़ा, और फिर क्रिकेट को कॉम्पैक्ट किया गया और शाब्दिक रूप से इसे अतिरिक्त कार्बन, लंबे, कठोर और ज़बरदस्त तरीके से एक भारी हथौड़ा के साथ बाहर निकाला गया। समय के दृष्टिकोण से, कच्ची-पनीर प्रक्रिया के फायदे एक बहुत छोटी भट्टी में क्राइसिस पैदा करने की क्षमता और महत्वपूर्ण लोहे की उच्च गुणवत्ता थी: यह कच्चा लोहा की तुलना में मजबूत है और जंग के लिए मुश्किल है। कच्चे-पनीर के तरीके से लोहे कैसे प्राप्त करें, नीचे दिए गए वीडियो देखें।
वीडियो: कच्चे-पनीर तरीके से लोहे को गलाना
दूसरे देशों की तुलना में चीन पहले, बहुत पहले गुलामी से सामंतवाद की ओर बढ़ रहा था। उत्पादन में दास श्रम वहाँ लागू होना बंद हो गया और कमोडिटी-मनी संबंध विकसित होने लगे, तब भी जब प्राचीन रोम पश्चिम में मजबूती से था। कच्ची-पनीर प्रक्रिया तुरंत लाभहीन हो गई, लेकिन कांस्य में वापस आना संभव नहीं था, यह बस पर्याप्त नहीं होगा। धातु के अयस्क से गलाने में प्रवाह की भूमिका को कांस्य युग के रूप में वापस जाना जाता था, लोहे को पिघलाने के लिए केवल वृद्धि को बढ़ाने के लिए आवश्यक था, और 4 वीं शताब्दी तक परीक्षण और त्रुटि से चीनी। एन। ई। अंजीर में बाईं ओर एक पानी के पहिये द्वारा संचालित सुपरचार्ज बेल्लो के साथ ब्लास्ट फर्नेस का निर्माण करना सीखा।

XV सदी के उत्तरार्ध में एक समान डिजाइन के लिए। जर्मन आए, अंजीर में दाईं ओर। यह पूरी तरह से अपने आप में है: इतिहासकार दूल्हे और ब्लाउफ़ेन के माध्यम से ब्लास्ट फर्नेस के माध्यम से हाउसकीपर से सुधार की एक निरंतर श्रृंखला का पता लगाते हैं। जर्मन धातुविदों ने लौह धातु विज्ञान में योगदान देने वाली मुख्य चीज कोक में उच्च गुणवत्ता वाले कोयले को जलाया था, जिससे ब्लास्ट फर्नेस के लिए ईंधन की लागत काफी कम हो गई थी।
मूल डोमेन प्रक्रिया का भयानक दुश्मन तथाकथित था। कोज़लेन, जब भट्टी के शासन के उल्लंघन के कारण या भट्टी "बकरी" में प्रभारी कार्बन की कमी के कारण बैठ गया, मिश्रण एक निरंतर द्रव्यमान में पाप किया गया था। बकरी को निकालने के लिए ब्लास्ट फर्नेस को तोड़ना पड़ा। एक महत्वपूर्ण ऐतिहासिक उदाहरण सांकेतिक है।
यूराल प्रजनक, डेमिडोव, जैसा कि ज्ञात है, श्रमिकों की क्रूरता और अमानवीय व्यवहार के लिए प्रसिद्ध थे, खासकर क्योंकि उनमें से बहुत से ऐसे लोग थे जो "गैर-लैंडिंग", भगोड़े सेरफ और रेगिस्तान थे। "श्रमिक" एक बार पूरी तरह से कठोर हो गए, और उन्होंने क्लर्क को अपनी मांगों को प्रस्तुत किया, मुझे कहना होगा, काफी मामूली। डेमिडोव की परंपरा के अनुसार, उन्होंने सचमुच उन्हें रूसी में भेजा। तब मजदूरों ने धमकी दी: "चलो, यहाँ आओ, हमने चूल्हे में एक बकरी डाल दी है!" क्लर्क ने अपने घोड़े और - सरपट भागते हुए बाहर की ओर बढ़ाया। एक घंटे से भी कम समय में (घोड़ों द्वारा तैयार किए गए परिवहन के समय - तुरन्त), बढ़े हुए "खुद" लथपथ घोड़े पर सरपट दौड़ गए, और आगे बढ़ने पर: "भाइयों, आप क्यों हैं?" खैर, मैं क्या कर रहा हूँ? मालिक, आलंकारिक रूप से बोलते हुए, बैठ गया, "कू!" और तुरंत क्लर्क को सब कुछ पूरी तरह से करने का आदेश दिया।
19 वीं शताब्दी तक ब्लास्ट फर्नेस वास्तव में कच्चे-पनीर थे: वायुमंडलीय हवा जो बिना गर्म किए और ऑक्सीजन से समृद्ध नहीं थी, उन्हें उड़ा दिया गया था। 1829 में, अंग्रेज जे। बी। निल्सन ने उड़ती हुई हवा को सिर्फ 150 डिग्री तक गर्म करने की कोशिश की (पहले 1828 में अपने एयर हीटर का पेटेंट कराया)। महंगे कोक का खर्च तुरंत 36% तक गिर गया। 1857 में, अंग्रेज ई। ए। काउपर (काउपर) ने पुनर्योजी एयर हीटर का आविष्कार किया, जिसे बाद में उनके सम्मान में काउपर के रूप में नामित किया गया। कूलर में, हवा को निकास ब्लास्ट फर्नेस गैसों के कारण 1100-1200 डिग्री तक गर्म किया गया था। कोक की खपत में एक और 1.3-1.4 गुना की कमी आई है, और यह भी बहुत महत्वपूर्ण है, कोपर के साथ ब्लास्ट फर्नेस सख्त होने के अधीन नहीं था: जब यह संकेत दिखा, जो कि प्रक्रिया के बहुत गंभीर उल्लंघन के साथ बहुत कम ही हुआ, भट्ठी को फुलाए जाने का हमेशा समय था। इसके अलावा, कूलर में, जल वाष्प के आंशिक अपघटन के कारण, वायु में 23-24% बनाम 21% तक ऑक्सीजन के साथ सेवन वायु को समृद्ध किया गया था। सहकारी ब्लास्ट फर्नेस की शुरुआत के साथ, ब्लास्ट फर्नेस में प्रक्रियाओं ने थर्मोकैमिस्ट्री के दृष्टिकोण से पूर्णता प्राप्त की है।
ब्लास्ट फर्नेस गैस तुरंत एक मूल्यवान माध्यमिक कच्चे माल बन गया; तब वे पारिस्थितिकी के बारे में नहीं सोचते थे। इसे भटकाने के लिए, ब्लास्ट फर्नेस को जल्द ही एक ब्लास्ट फर्नेस (नीचे देखें) के साथ पूरक किया गया था, जिसने चार्ज और कोक को लोड करने की अनुमति दी, बिना ब्लास्ट फर्नेस गैस को वायुमंडल में जारी किए। इस पर, ब्लास्ट फर्नेस का विकास मूल रूप से समाप्त हो गया; इसका आगे का विकास महत्वपूर्ण, लेकिन विशेष सुधार, तकनीकी और आर्थिक और फिर पर्यावरणीय संकेतकों में सुधार के मार्ग पर आगे बढ़ा।
डोमेन प्रक्रिया
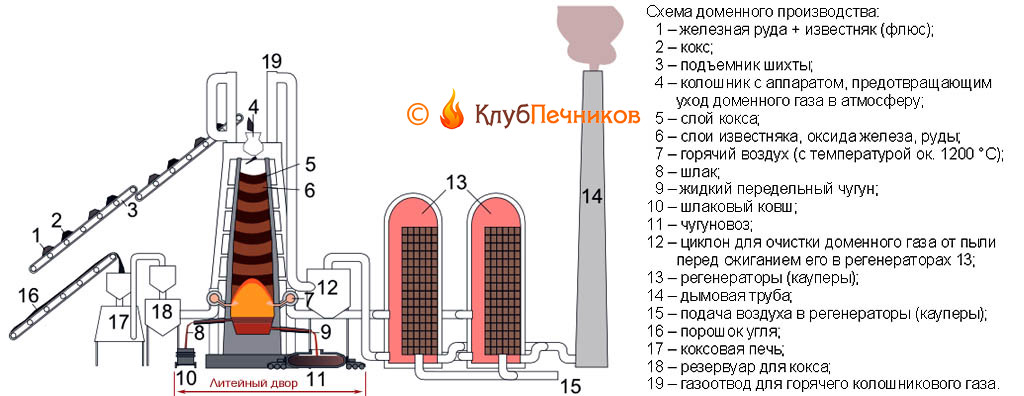
सेवा प्रणालियों के साथ ब्लास्ट फर्नेस की सामान्य योजना अंजीर में दी गई है। फाउंड्री छोटे ब्लास्ट फर्नेस की एक संबद्धता है जो मुख्य रूप से कच्चा लोहा पैदा करती है। बड़े ब्लास्ट फर्नेस में 80% से अधिक पिग आयरन का उत्पादन होता है, जिसे पिग आयरन तुरंत ढलाई स्थल से स्टील के रूपांतरण के लिए खुले चूल्हा या इलेक्ट्रिक स्मेल्टर्स में ले जाता है। कच्चा लोहा से, सांचे को मिट्टी के सांचे में ढाला जाता है, एक नियम के रूप में, सिल्लियां - सिल्लियां, जो धातु निर्माताओं को भेजी जाती हैं, जहां उन्हें कपोला भट्टियों में उत्पादों और भागों में डालने के लिए सूंघा जाता है। कच्चा लोहा और लावा पारंपरिक रूप से अलग-अलग उद्घाटन के माध्यम से उत्पादित होते हैं - notches, लेकिन एक नए निर्माण के ब्लास्ट फर्नेस को एक सामान्य पायदान के साथ तेजी से आपूर्ति की जाती है, जिसे कच्चा लोहा और लावा गर्मी प्रतिरोधी स्टोव में विभाजित किया जाता है।
ध्यान दें: कच्चा लोहा से अधिक कच्चे सूअरों को कच्चा लोहा से प्राप्त किया जाता है और उच्च गुणवत्ता वाले संरचनात्मक या विशेष इस्पात (दूसरी से चौथी पुनर्वितरण) में रूपांतरण के लिए स्लैब कहा जाता है। धातु विज्ञान में, व्यावसायिक शब्दावली का विकास समुद्री उद्योग की तुलना में कम विस्तृत और सटीक नहीं है।
वर्तमान में, ऐसा लगता है कि ब्लास्ट फर्नेस में कोयले और कोक ओवन का कोई भंडार नहीं है। आधुनिक ब्लास्ट फर्नेस आयातित कोक पर चलती है। कोक ओवन गैस पारिस्थितिकी का एक घातक जहरीला हत्यारा है, लेकिन यह सबसे मूल्यवान रासायनिक कच्चा माल भी है जिसका उपयोग तुरंत किया जाना चाहिए, अभी भी गर्म है। इसलिए, उप-उत्पाद कोक उत्पादन लंबे समय से एक अलग उद्योग के रूप में खड़ा है, और परिवहन द्वारा कोक को धातुकर्मवादियों तक पहुंचाया जाता है। जो संयोगवश, इसकी गुणवत्ता की स्थिरता की गारंटी देता है।
ब्लास्ट फर्नेस कैसे काम करता है
ब्लास्ट फर्नेस के सफल संचालन के लिए एक अपरिहार्य स्थिति संपूर्ण ब्लास्ट फर्नेस प्रक्रिया के दौरान इसमें कार्बन की अधिकता है। थर्मोकेमिकल (लाल रंग में हाइलाइट) और डोमेन प्रक्रिया की तकनीकी और आर्थिक योजना, अंजीर देखें। ब्लास्ट फर्नेस में कच्चा लोहा गलाने से होता है। जिस तरह से। तीसरी श्रेणी के एक बड़े ओवरहाल (नीचे देखें) के बाद एक नया ब्लास्ट फर्नेस या खंगाला, सामग्री से भरा और गैस से प्रज्वलित है; कूलर में से एक भी गर्म होता है (नीचे देखें)। फिर हवा बहने लगती है। कोक दहन तुरंत बढ़ जाता है, ब्लास्ट फर्नेस में तापमान बढ़ जाता है, कार्बन डाइऑक्साइड की रिहाई के साथ प्रवाह का अपघटन शुरू होता है। पर्याप्त मात्रा में उड़ने वाली हवा के साथ भट्टी के वातावरण में इसकी अधिकता से कोक पूरी तरह से बाहर जलने की अनुमति नहीं देता है, और कार्बन मोनोऑक्साइड, कार्बन मोनोऑक्साइड, बड़ी मात्रा में बनता है। इस मामले में, यह जहर नहीं है, लेकिन एक ऊर्जावान कम करने वाला एजेंट है जो अयस्क को बनाने वाले लोहे के आक्साइड से लालच से ऑक्सीजन लेता है। एक कम सक्रिय ठोस मुक्त कार्बन के बजाय गैसीय मोनोऑक्साइड के साथ लोहे की कमी, ब्लास्ट फर्नेस और डोमिनिका के बीच मूलभूत अंतर है।
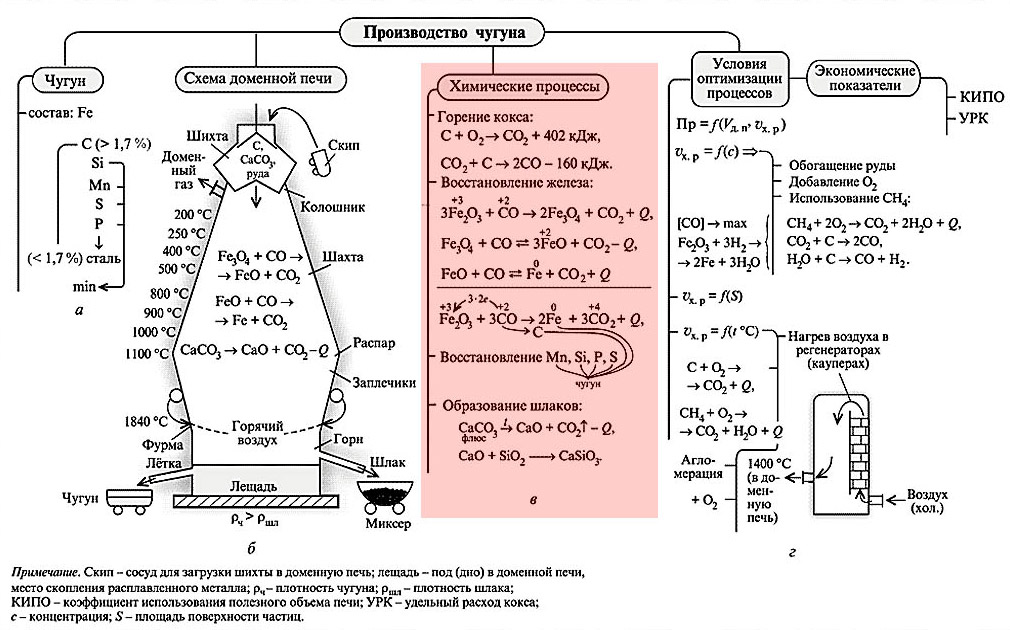
जैसे ही कोक जलता है और प्रवाह टूट जाता है, ब्लास्ट फर्नेस में सामग्री का एक स्तंभ बैठ जाता है। सामान्य तौर पर, एक ब्लास्ट फर्नेस दो छंटे हुए शंकु होते हैं जो आधारों से बने होते हैं, नीचे देखें। ऊपरी एक ब्लास्ट फर्नेस की एक खदान है, इसमें विभिन्न आक्साइडों से लोहा और हाइड्रॉक्साइड्स को लौह मोनोऑक्साइड FeO में घटाया जाता है। ब्लास्ट फर्नेस (शंकु के ठिकानों को जिस स्थान पर रखा जाता है) का सबसे चौड़ा हिस्सा वाष्पीकरण (स्टीमिंग, स्टीमिंग - गलत) कहलाता है। भार की ऊंचाई पर, बसने में लोड धीमा हो जाता है और FeO से शुद्ध Fe तक लोहा कम हो जाता है, जो बूंदों में छोड़ा जाता है और भट्ठी में बह जाता है। अयस्क के रूप में यह उबला हुआ था, पिघला हुआ लोहे के साथ पसीना, यही वजह है कि नाम।
ध्यान दें: ब्लास्ट फर्नेस में अगले चार्ज का पास टाइम भट्टी में खदान के ऊपर से पिघल कर ब्लास्ट फर्नेस के आकार के आधार पर 3 से 20 या अधिक दिनों तक होता है।
लोडिंग कॉलम के भीतर ब्लास्ट फर्नेस में तापमान 200-250 डिग्री से ऊपर और मध्य में 1850-2000 डिग्री से नीचे चला जाता है। कम किया हुआ लोहा, बहता हुआ, मुक्त कार्बन के संपर्क में आता है और इस तरह के तापमान पर इसके साथ संतृप्त होता है। कच्चा लोहा में कार्बन सामग्री 1.7% से अधिक है, लेकिन इसे बाहर निकालना असंभव है, जैसे कि क्रिट्स से, कच्चा लोहा से। इसलिए, एक ब्लास्ट फर्नेस से प्राप्त कच्चा लोहा तुरंत हटा दिया जाता है ताकि यह धन और संसाधनों को अपने पुनर्वित्त के लिए खर्च न करे, पहले तरल को साधारण संरचनात्मक स्टील या स्लैब में पुनर्वितरण के लिए ले जाया जाता है, और एक ब्लास्ट फर्नेस, एक नियम के रूप में (बड़े और अतिरिक्त-बड़े ब्लास्ट फर्नेस, एक विशेष रूप से) धातुकर्म धातु के हिस्से के रूप में संचालित होता है। ।
ब्लास्ट फर्नेस निर्माण
एक संरचना के रूप में ब्लास्ट फर्नेस का डिज़ाइन चित्र में दिया गया है:
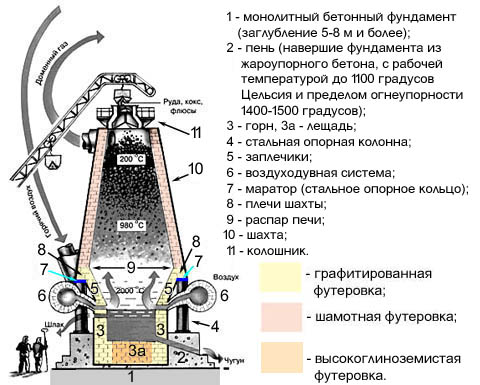
पूरे ब्लास्ट फर्नेस को स्टील के मामले में 40 मिमी की दीवार मोटाई के साथ इकट्ठा किया जाता है। ब्लास्ट फर्नेस (तहखाने, सिर, भूमिगत नींव के ऊपर) के गर्मी प्रतिरोधी स्टंप में, बेलनाकार चूल्हा की एक ब्रीम (अंडर) को ऊपर से दीवार पर लगाया जाता है। चूल्हा अस्तर 1.3-1.8 मीटर की मोटाई तक पहुंचता है और विषम होता है: फ्लास्क का अक्षीय क्षेत्र उच्च-एल्यूमिना ईंट, खराब प्रवाहकीय गर्मी के साथ पंक्तिबद्ध होता है, और ग्रेफाइट वाले पदार्थों के साथ पक्ष होता है जिसमें काफी उच्च तापीय चालकता होती है। यह आवश्यक है क्योंकि भट्ठी में पिघल के थर्मोकैमिस्ट्री अभी तक "शांत नहीं" हुई है और शीतलन घाटे के खिलाफ गर्मी की एक निश्चित अतिरिक्त जारी है। यदि आप इसे पक्ष में नहीं लेते हैं, तो गर्मी प्रतिरोधी स्टंप पर, ब्लास्ट फर्नेस की संरचना को उच्च निर्वहन की एक और मरम्मत की आवश्यकता होगी (नीचे देखें)।
ब्लास्ट फर्नेस के ऊपर का विस्तार वाला हिस्सा - कंधों - को ग्रेफाइट ब्लॉक के साथ पहले से ही रखा गया है। 800 मिमी; खदान की समान मोटाई वाली चमोटी लाइनिंग। फायरक्ले, कंधों के साथ एक जाली के अस्तर की तरह, पिघला हुआ लावा द्वारा गीला नहीं किया जाता है, लेकिन रासायनिक संरचना में उत्तरार्द्ध के करीब है। यही है, ऑपरेशन में ब्लास्ट फर्नेस न्यूनतम रूप से कालिख के साथ उगता है और आंतरिक प्रोफाइल को बेहतर रखता है, जो नियमित मरम्मत की लागत को सरल और कम करता है।
सींग और कंधे सबसे कठिन परिस्थितियों में काम करते हैं, अतिरिक्त भार भार उनके लिए खतरनाक होते हैं, इसलिए ब्लास्ट फर्नेस शाफ्ट मजबूत स्टील की अंगूठी पर अपने कंधों (रिंग के आकार का विस्तार) के साथ आराम करता है - एक स्टेटर - एक स्टंप में लगाए गए स्टील कॉलम पर आराम करता है। इस प्रकार, कंधे और शाफ्ट के साथ फोर्ज का भार भार अलग से ब्लास्ट फर्नेस के आधार पर स्थानांतरित किया जाता है। कूलर से गर्म हवा को विशेष उपकरणों के माध्यम से थर्मल इन्सुलेशन के साथ एक कुंडलाकार ट्यूबलर कलेक्टर से ब्लास्ट फर्नेस में उड़ा दिया जाता है - नीचे देखें। ब्लास्ट फर्नेस में एक ट्यूयेर 4 से 36 तक (विशाल ब्लास्ट फर्नेस में 8000-10 000 टन चार्ज और 5-6 हजार टन कच्चा लोहा प्रति दिन) होता है।
मरम्मत की छुट्टी
ब्लास्ट फर्नेस की वर्तमान स्थिति कच्चा लोहा और लावा की रासायनिक संरचना से निर्धारित होती है। यदि अशुद्धियों की सामग्री सीमा तक पहुंचती है, तो 1 श्रेणी की एक ब्लास्ट फर्नेस की मरम्मत की जाती है। चूल्हा से पिघलाव निकलता है, जैमर को दबा दिया जाता है (नीचे देखें), और ब्लास्ट फर्नेस को छोटी सांस में छोड़ दिया जाता है, जिसका तापमान 600-800 डिग्री के चूल्हे के अंदर होता है। पहली श्रेणी की मरम्मत में दृश्य निरीक्षण, यांत्रिक स्थिति का संशोधन, भट्ठी प्रोफ़ाइल का माप और रासायनिक विश्लेषण के लिए अस्तर के नमूने शामिल हैं। एक समय में, स्व-निहित श्वास उपकरणों वाले विशेष सुरक्षात्मक सूट में लोगों ने छोटी सांस में ब्लास्ट फर्नेस की जांच की, अब यह दूर से किया जाता है। 1 श्रेणी की मरम्मत के बाद, ब्लास्ट फर्नेस को बिना इग्निशन के फिर से शुरू किया जा सकता है।
पहली श्रेणी की मरम्मत का परिणाम सबसे अधिक होता है (जब तक कि खराब अयस्क, फ्लक्स और / या दोषपूर्ण कोक को नष्ट नहीं किया जाता है) 2 श्रेणी की मरम्मत को सौंपा गया है, जिसके दौरान अस्तर को परिष्कृत किया जाता है। तृतीय श्रेणी की मरम्मत के क्रम में शीर्ष तंत्र का आंशिक या पूर्ण स्थानांतरण, सीधा या प्रतिस्थापन किया जाता है। एक नियम के रूप में, यह उद्यम के तकनीकी पुनर्निर्माण के लिए समर्पित है, जैसा कि इसके लिए एक पूर्ण शटडाउन, भट्ठी का ठंडा होना, और फिर इसका पुनः आरंभ, प्रज्वलन और पुनः आरंभ करना आवश्यक है।
सिस्टम और उपकरण
आधुनिक प्रकार के ब्लास्ट फर्नेस डिवाइस में शक्तिशाली कंप्यूटरों द्वारा नियंत्रित दर्जनों सहायक प्रणालियां शामिल हैं। हमारे दिनों के मेटलिस्ट अभी भी काले चश्मे के साथ हेलमेट पहनते हैं, लेकिन वे डिस्प्ले के साथ रिमोट कंट्रोल पर वातानुकूलित केबिन में बैठते हैं। फिर भी, ब्लास्ट फर्नेस के संचालन को सुनिश्चित करने वाली मुख्य प्रणालियों और उपकरणों के संचालन के सिद्धांत समान रहे।
काउपर
काइपर एयर हीटर (देखें। अंजीर।) - एक चक्रीय उपकरण। प्रारंभ में, गर्मी प्रतिरोधी गर्मी प्रतिरोधी सामग्री का नोजल-पुनर्योजी विस्फोट ब्लास्ट फर्नेस गैसों द्वारा गर्म किया जाता है। जब नोजल तापमान लगभग पहुँच जाता है। 1200 डिग्री, काउपर उड़ाने के लिए स्विच करता है: इसके माध्यम से बाहर की हवा काउंटरक्रांत में ब्लास्ट फर्नेस में संचालित होती है। नोजल 800-900 डिग्री तक ठंडा हो गया है - काउपर फिर से स्विच करता है लेकिन गर्म होता है।
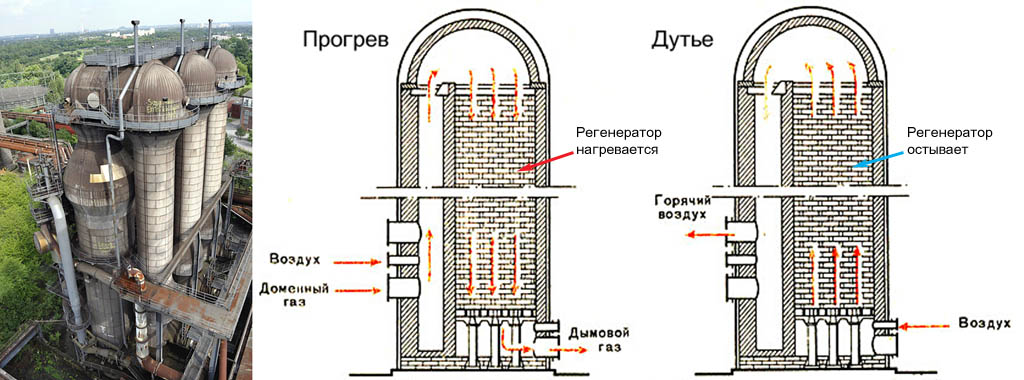
चूंकि ब्लास्ट फर्नेस में लगातार उड़ाने के लिए आवश्यक है, इसके साथ कम से कम 2 कूलर होने चाहिए, लेकिन दुर्घटना और मरम्मत के लिए मार्जिन के साथ उन्हें कम से कम 3 बनाया जाना चाहिए। बड़े, सुपर-लार्ज और विशाल ब्लास्ट फर्नेस के लिए, बैटरी कूलर 4-6 वर्गों से निर्मित होते हैं।
ब्लास्ट फर्नेस

यह ब्लास्ट फर्नेस का सबसे महत्वपूर्ण हिस्सा है, खासकर मौजूदा पर्यावरणीय आवश्यकताओं के मद्देनजर। ब्लास्ट फर्नेस टॉप डिवाइस को अंजीर में दिखाया गया है। दाईं ओर; यह 3 समन्वित अभिनय गैस शटर का प्रतिनिधित्व करता है। उनके काम का चक्र इस प्रकार है:
- प्रारंभिक अवस्था - ऊपरी शंकु उठाया जाता है, वायुमंडल से बाहर निकलने को रोकता है। घूर्णन फ़नल के नीचे की खिड़कियां क्षैतिज विभाजन पर आती हैं और बंद हो जाती हैं। निचले शंकु को छोड़ दिया जाता है, ब्लास्ट फर्नेस गैसों के उत्पादन को निकास पंखे और आगे चक्रवात में देता है;
- छोड़ें (नीचे देखें) कैपसूल प्राप्त करता है और प्राप्त फ़नल में सामग्री के शीर्ष को डुबोता है;
- नीचे की रोटियों में खिड़कियों के साथ एक घूमती हुई कीप और एक छोटे शंकु पर लोड होने वाली खाल;
- एक घूर्णन फ़नल अपनी मूल स्थिति में लौटता है (विंडोज़ एक विभाजन द्वारा बंद हो जाती है);
- एक बड़ा शंकु उगता है, ब्लास्ट फर्नेस गैसों को काट देता है;
- छोटे शंकु बूँदें, अंतर-शंकु अंतरिक्ष में लोडिंग लंघन;
- छोटे शंकु उगता है, इसके अतिरिक्त वायुमंडल में आउटलेट को अवरुद्ध करता है;
- एक बड़े शंकु को अपनी मूल स्थिति में उतारा जाता है, जो खदान ब्लास्ट फर्नेस में लोड जारी करता है।
इस प्रकार, भट्ठी के शाफ्ट में सामग्री नीचे की ओर उत्तल और अवतल की परतों में होती है। ब्लास्ट फर्नेस के सामान्य संचालन के लिए यह बिल्कुल आवश्यक है, इसलिए निचला (बड़ा) शटर हमेशा रिवर्स-शंक्वाकार होता है। शीर्ष एक अलग डिजाइन का हो सकता है।
छोड़
छोड़ो, अंग्रेजी से। - बाल्टी, स्कूप, मुंह खुला। कोलोशा (फ्रेंच के साथ) - एक मुट्ठी, एक बाल्टी, एक स्कूप। वैसे, यहां से गैलोज़ आते हैं। ब्लास्ट फर्नेस को मुख्य रूप से स्किप सामग्री भारोत्तोलकों के साथ आपूर्ति की जाती है। ब्लास्ट फर्नेस स्किप (चित्र में दाईं ओर) स्किप गड्ढे से सामग्री के एक गैलोज़ को स्कूप करता है, झुकाव वाले ओवरपास के साथ एक विशेष तंत्र के साथ उगता है (आकृति में बाईं तरफ), शीर्ष भट्ठी में रिटर्न करता है।
लांस और टैप होल
ब्लास्ट फर्नेस तुअर के लांस को चित्र में बाईं ओर, केंद्र में एक कच्चा लोहा पायदान और दाईं ओर एक स्लैग दिखाया गया है:

तुयरे नोजल को ब्लास्ट फर्नेस प्रक्रिया के बहुत दिल तक निर्देशित किया जाता है; इसके माध्यम से अपने पाठ्यक्रम को नेत्रहीन रूप से नियंत्रित करना सुविधाजनक है, जिसके लिए लांस डक्ट पर गर्मी प्रतिरोधी ग्लास के साथ एक पीपर की व्यवस्था की जाती है। लांस के नोजल निकास पर हवा का दबाव 2-2.5 ati (वायुमंडलीय से ऊपर 2.1-2.625 MPa) है। पिघल जारी होने के बाद, कुंडी गर्मी प्रतिरोधी मिट्टी की एक गांठ के साथ सील कर दी जाती है। पहले, इसके लिए, उन्होंने इसके लिए एक विशेष बंदूक से एक प्लास्टिक क्ले कोर को निकाल दिया। आजकल, सीलों को दूर से नियंत्रित इलेक्ट्रिक गन (नाम परंपरा के लिए एक श्रद्धांजलि) के साथ सील कर दिया जाता है, समुद्र के निकट निकट आता है। इसने ब्लास्ट फर्नेस प्रक्रिया की दुर्घटना दर, चोट जोखिम और पर्यावरण मित्रता को बहुत कम कर दिया।
खुद कर लो?
लोहा और इस्पात उद्योग एक अत्यधिक लाभदायक व्यवसाय है। क्या आप जानते हैं कि इस पर "वृद्धि" सोने के खनन से कई गुना अधिक है? क्या आपको लगता है कि थोड़ा तेल और गैस बचा है? नहीं, खपत की वर्तमान दर और पर्यावरण की पूर्ण उपेक्षा के बाद, वे एक और 120-150 साल तक रहेंगे। लेकिन लौह अयस्क केवल 30 साल दूर है। तो क्या आपके यार्ड में धातुकर्म उत्पादन स्थापित करना संभव है?
लाभ के लिए कमोडिटी - किसी भी तरह से नहीं। सबसे पहले, अनुमतियों के बारे में भूल जाओ और इसके बारे में सोचो। लौह और इस्पात उद्योग शायद पर्यावरण के लिए मुख्य खतरा है। एक व्यक्ति उद्यमी और एक व्यक्ति उसे कहीं भी, किसी भी रिश्वत के लिए लाइसेंस नहीं दिया जाता है, और उल्लंघन के लिए दंड कठोर हैं।
दूसरा कच्चा माल है। समृद्ध अयस्क के जमा, जिसे तुरंत एक ब्लास्ट फर्नेस में लोड किया जा सकता है, दुनिया में पहले से ही 2 बचे हैं: ऑस्ट्रेलिया और ब्राजील में। दलदल अयस्क के औद्योगिक स्टॉक पुरातनता में समाप्त हो गए हैं, और उन्हें पुनर्स्थापित करने के लिए कई हजारों वर्षों की आवश्यकता है। वहाँ नहीं है और किसी भी agglomerate और व्यापक बिक्री में छर्रों नहीं होगा।
सामान्य तौर पर, निजी लौह धातु विज्ञान अब बाजार के लिए बिल्कुल अवास्तविक है। 3 डी प्रिंटर पर बेहतर प्रिंटिंग की कोशिश करें। एक आशाजनक बात, समय के साथ, 3 डी प्रिंटिंग, अगर यह पूरी तरह से धातु विज्ञान की जगह नहीं लेती है, तो निश्चित रूप से इसे छोटे निशानों में मजबूर कर देगी, जहां धातु के साथ फैलाव नहीं किया जा सकता है। पर्यावरण के लिए, यह कम से कम 7 से 9 बार हाइड्रोकार्बन ईंधन की खपत में कमी के लिए समान होगा।
चर्चा का विषय "ब्लास्ट फर्नेस"









