Az öntöttvas olvasztási folyamatának jellemzése. Mi szükséges az öntöttvas olvasztásához. Helyezze vissza az egyéb elemeket
A találmány a kohászat területére vonatkozik, pontosabban öntöttvas olvasztására kupolakemencékben. Az öntöttvas felhalmozódása előtt a letkát előmelegítjük 3,5–4,4% C, 0,9–2,2% Si, 0,4–2% Mn tartalmú folyékony öntöttvas töltettel, térfogatával egyenlő, ahol dk a malacka bank átmérője, a lyukak melegítését a folyékony öntöttvas oxigénellátásával egyidejűleg hajtják végre, amelyet a malacka bank ürítési helyén végeznek.
Ezen túlmenően a 4 és 5 bemeneti nyílások mérete úgy van kialakítva, hogy nyithatók legyenek, miközben a kemence fenntartja a pozitív nyomást, amely lehetővé teszi a kemencében képződött por és füst felszabadítását, valamint az alapanyagok ilyen pozitív nyomáson történő feltöltését. .
Hogyan működik az olvasztókemence?
Forgás közben a 11 és a 12 vödör eloszthatja a szemcsés alapanyagokat az elektródavezeték mindkét oldalán. A 4 és 5 betáplálási nyílások alakjának nem mindig kell háromszög alakúnak lennie, hanem négyzet alakú, félkör alakú vagy más alakú is lehet. A töltési módszert illetően bármilyen közvetlen és folyamatos töltési rendszert, például szállítószalag rendszert, valamint a fentebb említett töltési rendszert, amely a vödrök egymás utáni mozgására támaszkodik, végre kell hajtani.
A találmány öntödei területére vonatkozik, pontosabban öntöttvas olvasztására kupolakemencékben, és különösen olyan olvasztási eljárásokra, amelyek kiküszöbölik egy fém bevágás "befagyását" a fém felszabadításához a kanálba.
Az öntöttvas olvadásának ismert módszere egy kupikusban egy malacban, amely magában foglalja a keverék feltöltését, megolvasztását, az öntöttvas túlmelegedését, a malacban való felhalmozódást és a nyersvas fém bemetszésen keresztüli kibocsátását (lásd Grachev V.A., Cherny A.A.) Az öntöttvas olvasztásának modern módszerei. Saratov, 1973, 80-81.
A találmány szerinti elektromos ívkemencében a 6 felső fővezeték és az 8 alsó cső keresztmetszete általában derékszögű, de bármilyen alak, például kör vagy ellipszis kialakul. A felső és az alsó 6 és 8 tengely acéllemezből vagy vashéjból készül, belül belül tűzálló anyaggal bélelt. A kemencenek ez a két részre osztása lehetővé teszi a kemence úgy történő felépítését, hogy a kemence alsó 8 oszlopa a 13 állványra van helyezve, és nagyszámú mozgatható 14 henger támasztja alá, ami mozgathatóvá teszi a csomagtartó cseréjét vagy javítását.
Ennek a módszernek az egyik hátránya a malacka bank fém bemetszésének „befagyasztása”, amelynek oka az, hogy a folyékony fémet (különösen az első olvasztási időszakban, amikor a fém alacsony hőmérsékleten van, és a malacka bank nincs melegítve) a malacka bank alsó részében, a csaptelep területén lehűl, kristályosodik és "perzisztencia" kialakulásával jár. Megállapítást nyert, hogy a letka „befagyasztása” az úszónadrág 10–20% -ában az úszókádok meghibásodásának oka, amelynek eredményeként rendszerint meg kell állítani, lehűteni a kupolat, kinyitni a malacka bank ajtaját, és eltávolítani a kéregből a malacka bankot, ami nagyon fárasztó és költséges művelet.
Ezenkívül, mivel az alsó 8 főcsövet folyamatosan használják az olvasztásra és a finomításra, az a kemence felső testéhez képest súlyos kopáson megy keresztül. A fenti kialakítás a kemence alsó falának cseréjekor növeli a működési hatékonyságot és csökkenti a kemence javítási költségeit. A kemence azonban teljes egészében elkészíthető anélkül, hogy elválasztanák a kemence felső és alsó 6. és 8. tartályába.
A kemence 8 alsó házán egy menetes furat és 7 orra van a kemence felső hordójában elhelyezkedő 4 és 5 bemeneti nyílásokkal szemben. A kimeneti nyílás szerkezete és elhelyezkedése, valamint annak 7 kifolyója szifonrendszert alkot, amelynek csapja megegyezik a kemence aljának szintjével, ahogyan az a rajzokon látható. Ez a kialakítás megkönnyíti az olvadt fém folyamatos befecskendezését a 26 kemence kandallójából, ahol az olvadt fém cseppenként összegyűlik, miután azt egy ívvel összenyomták, és áthalad az előre elkészített salakszűrő rétegen.
Számos előállítási módszer létezik a csapfurat „lefagyasztására”, amelyek hatástalanok, bár használják az olvasztási folyamatban. Ezek között van egy „fagyasztott” csapfurat lyukasztása fém feszítővasal, a csapfurat elégetése oxigénnel és a malacka bank előmelegítése. Az első adag az esetek 50–60% -ában nem adja meg a kívánt hatást, vagy a repülő tégla töréséhez vezet. A második módszert úgy végezzük, hogy oxigént juttatunk a nyári tégla külső részéből, és ez nem mindig vezet a bevágás kinyílásához, mivel az oxigénnek az alacsony hőmérsékletű már fagyott fémre gyakorolt \u200b\u200bhatása nem stimulálja oxidációját és a bemetszés áttörését. Az oxigénfogyasztás általában nagyon nagy, a munkavédelem szempontjából ez a folyamat nagyon veszélyes.
Vas kinyerése és karburizációja kemencében
A befecskendezés előtt az olvadt fémet a fúrólyuk közelében elhelyezkedő kemencében összegyűjtik. A 15 elülső kemence egy 16 állványon vagy tartóasztalon van kialakítva, hogy könnyen megdönthető legyen a 17 fogantyú elforgatásával, amely szükség esetén lehetővé teszi az összegyűjtött olvadt fém eltávolítását. Mivel a találmány szerinti elektromos ívkemence által előállított olvadt fém teljesen deoxidálódott és kénmentesített, könnyen folyik és nagyon lassan lehűl, ami lehetővé teszi az olvadt fém hosszú maradékát az elülső kemencében. az olvadt fém kirakodása és öntése a jelen találmány szerint sokkal hatékonyabbá válik, mint a hagyományos kirakodási és öntési módszerek.
A harmadik módszer szerint a malacka bankot salak bemetszésén keresztül gázégővel hevítik, mielőtt megolvadna, és a fém bemetszés „befagyasztása” esetén a malacka bank oldalán elhelyezett gáz-oxigén vágóból oxigénárammal égetik. A csapfurat "lefagyása" általában az öntöttvas első felszabadulásakor következik be.
A kupolakemencékben szerzett hosszú távú tapasztalatok azt mutatják, hogy a harmadik módszer az ajtók „befagyásának” 40–50% -ában teszi lehetővé a vészhelyzet megelőzését és a kupola hatékonyságának helyreállítását. Más esetekben azonban a módszer nem hatékony. Ennek oka az a tény, hogy egyrészt, amikor a malacka bankot egy salak bemetszésén keresztül egy gázégő hevíti, a malacka bank alsó részét (az alsó és a bevágási pontot) enyhén melegítik, ami fém “fagyásához” vezet a bemetszés területén.
Videó: vas olvasztása nyerssajt módon
A fentiek a találmány szerinti elektromos ívkemence különleges jellemzői, amelyek különösen alkalmasak az olvasztott vas előállítására. A kemence azonban nem korlátozódik az olvadt vasra, és fémek, például acél és alumínium is megolvaszthatók.
Szintetikus öntöttvas előállítása
A fenti kiviteli alaknál a 18 szám jelzi az elektródok villamosenergia-ellátására szolgáló vezetékeket. A 19-es szám jelzi az elektróda felemelésére és leengedésére szolgáló felfüggesztő huzalokat. A 21 és 22 szám jelöli a 11 vagy 12 vödrök mozgatására szolgáló eszközöket, amelyeket külső erő hajthat be, hogy a vödröket behelyezzék és visszahúzzák a 4 rakodónyílásokból, és a 11 és 12 vödröket megfordítják vagy visszaállítják egy megfelelő bütyök vagy vezető eszköz segítségével a kemencében. ezáltal az alapanyagokat az elektródavezeték mindkét oldaláról betöltik.
Másodszor, egy lyuk oxigénnel történő égetése csak akkor hatékony, ha a fémréteg muszáj állapotban van, és a megszilárdult fém kéreg vastagsága 5-10 mm. Ellenkező esetben a módszer nem hatékony.
A jelen találmány célja ezeknek a hátrányoknak a kiküszöbölése és egy olyan eljárás kifejlesztése, amely hatékonyan kiküszöböli a fémkivágás "befagyását", főleg a kezdeti olvadási időszakban.
Ennek az eszköznek a használatakor hulladék formájában nyersanyagokat folyamatosan be lehet tölteni oly módon, hogy kemencében megolvasztják. Az eszköz elsősorban két nyersanyag-11 vödörből áll, amelyeket úgy alakítottak ki, hogy két nyersanyag-bemenettel 4 bemenjenek és azokból kilépjenek, valamint az 1. és a 12. vödör meghajtására és elfordítására szolgáló eszközök vannak felszerelve, hogy ezek a vödörök a töltésen keresztül lépjenek be és távozzanak. a 4. és az 5. bemenet alternatívaként. A vízszintes 29 szalagszállító szállítja a törmeléket a 11 vödörbe, valamint két mágneses függőleges 31 és 32 szállítószalagot, hogy nyersanyagokat szállítsanak a vízszintes szalagszállítóba.
A problémát úgy oldják meg, hogy az öntöttvas kupolában történő olvasztására szolgáló eljárásban, amely magában foglalja a töltés felolvasztását, az öntöttvas túlhevítését, a malackattában való tárolását és egy fém bemetszésen keresztül a kanálba történő előmelegítését, a melegítés előmelegítését 3,5- 4,4% C, 0,9-2,2% Si, 0,4-2% Mn, térfogattal megegyező ![]() , ahol dk a malacka bank átmérője, és a bevágásokat egyidejűleg hevítik, miközben az oxigént a folyékony öntöttvashoz továbbítják, miközben az oxigént a malacka bank alulterületére juttatják egy csövön keresztül, amely a malacka bank ajtaja belsejébe van felszerelve.
, ahol dk a malacka bank átmérője, és a bevágásokat egyidejűleg hevítik, miközben az oxigént a folyékony öntöttvashoz továbbítják, miközben az oxigént a malacka bank alulterületére juttatják egy csövön keresztül, amely a malacka bank ajtaja belsejébe van felszerelve.
Az anyag tárolására két tartály van a nyersanyagok vagy a 44 és 45 tartályok számára. A 11 és 12 rakodóvödör kölcsönös meghajtására és ledobására szolgáló eszközök tartalmaznak a 35 és 36 huzaldobokat, amelyeket a 34 motor hajt a tengelyen. Mivel a két vödör ugyanaz a folyamat, csak a 11 vödör működését írjuk le részletesebben.
Az előremeneti mozgás a 39 terelővezetőt a vödör tengelyére rögzíti a 21 teherautó hátsó végén, és áthalad a vezetőcső vagy a 40 bütykös felület belső részén, és arra kényszeríti a 11 vödröt, hogy forogjon a kemencében, és kiürítse annak tartalmát. A 40 és 41 vezetõsínek vagy a 41 bütykös sínek vannak elrendezve, hogy a vödrök elõfordulása és elõrehajlása elõtt forogjanak. A 11 és 12 vödör hátrameneti mozgásához egy végálláskapcsoló van a megfordítható motor számára. Alternatív megoldásként egy megfelelő kapcsoló is felszerelhető a sebességváltóval kombinálva.
A módszer a következő. Olvadás előtt a kupolát és a malacka bankot földgázzal melegítik 1100–1400 ° C hőmérsékleten. Ezután a következő összetételű folyékony öntöttvas befogadására számított töltés a kacsacskába töltődik: 3,5–4,4% C; 0,9-2,2% Si; 0,4-2% Mn. A töltés tömegét úgy számítják ki, hogy a nyersvas térfogata egyenlő: ![]() ahol d k a malacka bank átmérője, (m). A megterhelt töltést megolvasztják, egyetlen hengerben (kokszkupolában) vagy tűzálló fúvókában (gázkupolában) melegítik, ezután a folyékony fém beáramlik a malacka bankba, és kitölti annak alsó részét. A malacka bank megtöltésekor a csővezetéken oxigént szállítanak a folyékony fémhez, amely reagál a fémmel az ürítés előtti térben.
ahol d k a malacka bank átmérője, (m). A megterhelt töltést megolvasztják, egyetlen hengerben (kokszkupolában) vagy tűzálló fúvókában (gázkupolában) melegítik, ezután a folyékony fém beáramlik a malacka bankba, és kitölti annak alsó részét. A malacka bank megtöltésekor a csővezetéken oxigént szállítanak a folyékony fémhez, amely reagál a fémmel az ürítés előtti térben.
Olvasztószerszám
A 43 szám jelzi a kézi indukciós kipufogó tengelykapcsolót. Az alapanyagok berakására szolgáló szalagszállító rendszer egy vízszintes 29 végtelenített szalagból, a szállítási távolság végére szerelt 30 garatból és egy billencsből vagy 42 vályából áll, amely felváltva kitölti a 11 vödör és a 12 vödör a garatból származó alapanyagokat.
A 44 és 45 tartályokból vagy tartályokból származó anyagokat felfelé szállítják ezen szállítószalagokon, amelyeket át kell vinni egy vízszintes szalagszállítóba. A 44 és 45 tartályokban vagy 45 tartályokban 46 nyílások vannak az alapanyagok számára, amelyek függőlegesen csúszó vezérlőlemezeket tartalmaznak. Az ilyen mágneses szállítószalagok lehetővé teszik a vas automatikus eltávolítását az olyan káros szennyeződésektől, mint a színesfém, a homok és a föld, ha az alapanyagok por vagy szemcsés formában vannak. Ez nagy előnye annak, hogy a nyersanyagokat por vagy granulátum formájában használjuk.
Az oxigénellátást 2-3 percig folytatják, ezután az oxigénellátást leállítják, és az ellátás befejezése után 5–7 perc elteltével a parafa kinyílik, és a folyékony fémet leengedik a kanálba vagy öntik a gödörbe. Ezután az olvadást a szokásos módon hajtjuk végre a kívánt márkához.
A letki megolvasztott melegítésével megengedi a letrick tégla, az előregyártott tér, a bélés és a kandalló hatékony melegítését 1300-1400 o C hőmérsékletre, amely kiküszöböli a későbbi fém "fagyását", és így kiküszöböli a plakkok képződését az előlemezben. Ha oxigént szállítanak a fémhez, az öntöttvas hőmérséklete megemelkedik (akár 1500 o C-ig) a C, Si és Mn elektrotermális oxidációs reakcióinak eredményeként, amelynek eredményeként a bélés hőmérséklete az alsó részben 1450-1500 ° C-ra emelkedik. A bélés magas melegítése az alsó részben és különösen A nyári tégla az öntöttvas és az oxigén hatására teljes mértékben kiküszöböli a fém és a fém csaptelep "befagyását". Ezt követően a cső megolvad és feloldódik a folyékony fémben.
Öntöttvas: olvadáspont
A nyersanyagtöltések elkészítését illetően a 31 és 32 mágneses szállítószalagok sebességét úgy szabályozzuk, hogy mágneseik típusonként vonzzák a nyersanyagokat, például vasvágó forgácsot, acélvágó forgácsot és szemcsés vasat, amelyeket külön tárolhatunk a megfelelő 44 és 45 tartályokban, és így tovább. .
Ezeket az alapanyagok és segédanyagok szállítására szolgáló szalagszalagokat cserélni lehet merőkanálokkal, váltakozva, azonos sebességgel vagy különböző sebességgel. Az alábbiakban ismertetjük a találmány szerinti kemence-szerelvényt és az öntöttvas olvasztási eljárást a jelen találmány szerinti elektromos ívkemence alkalmazásával.
Pozitív hatás érhető el a következők miatt: 1. A csapfurat öntöttvas melegítése hatékony, mivel ezt a hőátadás leghatékonyabb típusa - hőátadás - hajtja végre. Ez lehetővé teszi a bélés melegítését 1300–1400 o C hőmérsékletre.
2. Az oxigén használata lehetővé teszi az öntöttvas hőmérsékletének hatékony és gyors emelését 1500 o C-ra a C, Si és Mn öntöttvas oxidációja miatt. A malacka bank alsó részének bélését ugyanolyan hőmérsékletre melegítik. Ez végső soron kiküszöböli a fémszorítás kialakulásának lehetőségét a bevágás területén.
Az alsó 8 fővezetéket, amelyet például meg lehet javítani, először a 14 görgőkön helyezzük át közvetlenül a kemence 6 felső vonala alatt, olyan helyzetben, amelyet emelővel vagy hasonlókkal meghosszabbítunk, és szorosan összekapcsoljuk a kemence felső csőjével. Ezután az 1 elektródákat a kemence alja közelében lévő helyzetbe engedjük le. A kemencében a légkört pozitív nyomáson megőrizve és erősen csökkentve a képességet, megakadályozva a levegő behatolását kívülről, az olvasztási folyamat során kapott szén-monoxid a feltöltött kiindulási anyagok közötti hézagon keresztül emelkedik, és részlegesen reagál a 23 betáplálásban lévő oxigénnel, szén-dioxidot képezve, amely a 23 kiindulási anyagok melegítése után összetöri a kemencében a betöltő 4 bemeneti nyílásokon keresztül képződött por, és a kilégzett gáz és por könnyen és teljesen összegyűjthető A betápláló bemeneti nyílások mellett elhelyezkedő 27 porkupakon a 4 és 10 hüvelykes olvadt fém cseppecskéken áthalad a 24 salakrétegen keresztül előkészített, szűrt és tisztított 24 réteg áthaladásával, majd az olvadt fém verejtékébe engedve.
3. Az öntöttvas fenti összetétele (3,5–4,4% C; 0,9–2,2% Si; 0,4–2% Mn) alacsony olvadáspontot és ennek megfelelően alacsony öntvényes kristályosodási hőmérsékletet biztosít (kb. 1150–1200 o C), amely nem engedi megfagyni a bemetszés területén megfigyelt hőmérsékleten. Ezen túlmenően az alkalmazásban ismertetett összetétel optimális a C, Si és Mn oxidációs reakcióinak menetére nézve, amikor oxigénnel kölcsönhatásba lépnek. Ez összhangban áll az oxigén-átalakítók gyakorlatával. Ezzel az öntöttvas kompozícióval 2-3 perc alatt az öntöttvas hőmérséklete 1300-1500 ° C-ra emelkedik. Ha a C-tartalom kevesebb, mint 3,5%, Si kevesebb, mint 0,9%, Mn kevesebb, mint 0,4%, az öntöttvas kristályosodási hőmérséklete megemelkedik, folyékonysága csökken, az oxidációs reakciók sebessége hirtelen csökken, amelynek eredményeként a letka melegítési hatékonysága csökken, alacsony hőmérséklete és megnövekedett megszilárdulási hőmérséklete miatt fémlerakódások képződhetnek. Az öntöttvas összetételének felső határát C, Si és Mn esetében korlátozza az ebből a kompozícióból származó öntöttvas előállítási nehézsége.
A meghatározott 24 salakrétegen áthaladva az olvadt acél cseppek deoxidálódnak és kénmentesítik a teljes tisztítás érdekében egy bizonyos ponton. Ezeknek az oxidoknak a szokásos módszerekkel és kemencékkel történő kivitele rendkívül nehéz. A fent említett öntöttvas olvasztási módszer sajátosságait az alábbiakban részletesebben ismertetjük.
A 23 tömörített kiindulási anyagokat fentről közvetlenül felmelegítjük közvetlenül az 1 elektródok segítségével, amelyek gyorsan megolvadnak az olvadt vascseppekké. Más szavakkal, a 23 kiindulási anyagokat, amelyeket az 1 elektródák körül ilyen kukoricák létrehozására töltöttek, amint az a rajzokon látható, egymás után hevítik az alkatrészek közelében az 1 elektródok íves részei közelében, csökkentve azok mandgetizmusát, és elcsúsztatva őket az 1 elektródok oldaláról. majd az elektródák alatti helyzetbe.
4. Az optimális nyersvas mennyiség a malacka bankban, egyenlő: ![]() , melegíti a malacka bank alsó részét a repülő tégla teljes magassága alatt, 230 mm-re. Egy 0,5 m átmérőjű malacka banknál az optimális fémmennyiség 0,04 m 3. A keverék tömege 280 kg. Ha az öntöttvas térfogata kevesebb, akkor a nyári tégla felső része nem melegszik fel, ami a felső bemetszés "befagyásához" vezethet. Nagyobb mennyiségnél az öntöttvas térfogata növekszik, az ütemezésének költségei növekednek, az oxigénfogyasztás növekszik anélkül, hogy a nyári tégla hőmérséklete jelentősen megemelne.
, melegíti a malacka bank alsó részét a repülő tégla teljes magassága alatt, 230 mm-re. Egy 0,5 m átmérőjű malacka banknál az optimális fémmennyiség 0,04 m 3. A keverék tömege 280 kg. Ha az öntöttvas térfogata kevesebb, akkor a nyári tégla felső része nem melegszik fel, ami a felső bemetszés "befagyásához" vezethet. Nagyobb mennyiségnél az öntöttvas térfogata növekszik, az ütemezésének költségei növekednek, az oxigénfogyasztás növekszik anélkül, hogy a nyári tégla hőmérséklete jelentősen megemelne.
A 23 nyersanyagokat, amelyek így az 1 elektródák alá esnek és magas hőmérsékleten hevítik, azonnal megolvasztják az olvadt vascseppekkel. Az olvadt fémcseppek számukra finom részecskékké válnak ezek hatására az olvadással egyidejűleg, és permetezéses állapotban alakulnak ki, hasonlóan a csapadékhoz, és egy erősen bázikus 24 salakrétegbe továbbítják, amelyet erőteljesen kialakítottak az 1 elektródok alatt, hogy ezen áthaladjanak.
Ebben az esetben a 23 kiindulási anyagok részecskemérete elegendőnek kell lennie az elektromos hőkapacitáshoz, a fentiekben leírtak szerint. Ami a 24 salakréteget illeti, nemcsak az olvadt fémcseppek szűrőjeként működik, hanem a cseppek ellenőrzésére vagy megállítására is, miután azokat egy ívbe vették, szűrték, és megakadályozzák az alapanyagokkal való érintkezést. Ebből a célból a 24 salakréteg úgy van kialakítva, hogy az lefedje az egész teret az 1 elektródák alsó végéhez képest, a salakréteg perifériás részeit vagy széleit felfelé fordítva, hogy a tálcához tartályt képezzenek, amint az az 1. ábrán látható. rajz.
5. A csaplyuk egyidejű melegítése folyékony öntöttvasal és az oxigénellátás az öntöttvashoz biztosítja a hő egyidejű átvitelét az öntöttvasból a bélésbe, és növeli az öntöttvas hőmérsékletét az elemek oxidációja miatt, amelynek eredményeként az öntöttvas hőmérséklete állandó marad.
6. Az oxigénellátás a csővezetéken keresztül a kimeneti nyílás előtt lehetővé teszi az oxigén szállítását a legkiszolgáltatottabb helyre a hőképződés szempontjából, és emeli az öntöttvas hőmérsékletét. Abban az esetben, ha az indítást megelőző helyiségben infúzió alakul ki félig megszilárdult fém formájában, az oxigénellátás ehhez a zónához hozzájárul a benne lévő csatornák „megégéséhez” a fém kivágásához a bevágáson keresztül. Ezt követően állandó állapotú olvadásmóddal a képződött sápadtan feloldódik a fémben.
Egy példa. Az olvadást egy kísérleti kupában hajtottuk végre, melyben 0,5 t / óra kapacitású malacka bank volt. A kupola tengelyének átmérője 0,5 m, a malacka bank átmérője 0,5 m. Melegítés után 280 kg töltést töltöttek be a kupolába: 60% nyersvas, 40% -a nyersvas hulladék. Öntöttvas összetétele: 4,1% C, 1,5% Si, 1% Mn. A nyersvas térfogata 0,04 m 3. A sertésmagasságban a magassága 230 mm (a repülő tégla teljes magasságáig). Öntöttvasat a malacka bank ajtajában lévő csövön keresztül a hengerből származó oxigénnel 2,0 percig fújtuk. 5 perc múlva a nyersvasat szabadon engedték a malacka bankból. A merülő hőelem hőmérséklete 1475 o C. Az ezt követő olvasztáshoz a horony "befagyása" nélkül került sor. A termelési kupolán végzett ellenőrzés megerősítette az eredményeket.
A jelen találmány és a prototípus összehasonlítása lehetővé tette annak megállapítását, hogy a megkülönböztető jellemzők a következők: az öntöttvas bevágásainak melegítése egyidejűleg oxigénnel történő öblítéssel, az öntöttvas optimális összetétele, annak optimális térfogata, az oxigénellátás a kimeneti nyílás előtti helyre. A tudományos, műszaki és szabadalmi irodalomban felsorolt \u200b\u200bjellemzőkkel nem találtak műszaki megoldást, ami a találmány jelentős újdonságát jelzi.
Tehát a jelen találmány jelentős újdonsággal és pozitív hatással rendelkezik. A találmány szerint technológiai dokumentációt fejlesztettek ki a Penza kompresszor üzemben történő megvalósításhoz. A találmány alkalmazható kupolákban és más kohászati \u200b\u200bkemencékben.
Eljárás az öntöttvas megolvasztására a kupolában, beleértve a keverék beolvasztását, az öntöttvas túlhevítését, a malacban való összegyűjtést és a malacka bank fém bemetszésen keresztüli felszabadítását a kanálba, azzal jellemezve, hogy a fém öntözésének biztosítása elsősorban a kezdeti olvasztási időszakban lehetséges, mielőtt az öntöttvas felhalmozódna a malacban. a pénztárcát 3,4 - 4,4% C, 0,9 - 2,2% Si, 0,4 - 2% Mn tartalmú olvadékkal előtöltjük, térfogata megegyezik ![]() ahol d - a malacka bank átmérője, m, a malacka bank öntöttvas töltelével egyidejűleg oxigént szállítanak a csővezetéken keresztül a malacka bank előraktározási helyére.
ahol d - a malacka bank átmérője, m, a malacka bank öntöttvas töltelével egyidejűleg oxigént szállítanak a csővezetéken keresztül a malacka bank előraktározási helyére.
Kapcsolódó szabadalmak:
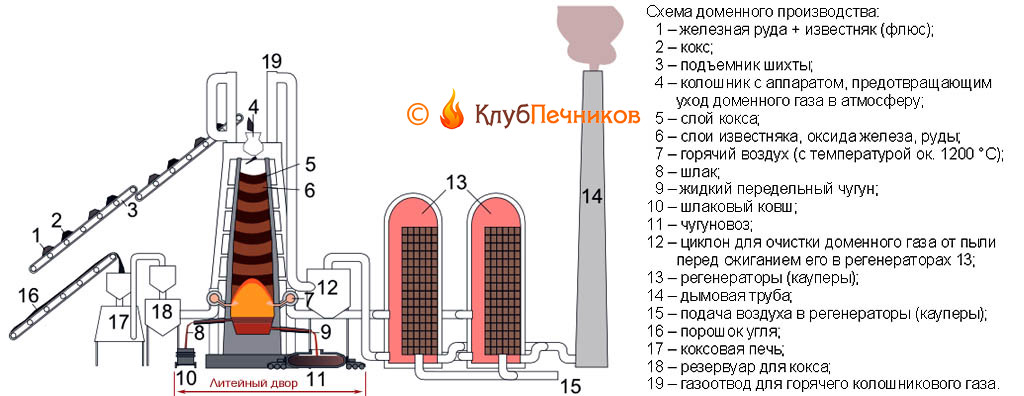
Korunkot nem nevezték: az atom, a tér, a műanyagok, az elektronika, a kompozitok stb. Századának stb. Valójában századunk még mindig vas - ötvözetei továbbra is a technológia magját alkotják; a többi, bár nagyon erős, de a periféria. A vas útja az építőiparban, a termékekben és a szerkezetekben azzal kezdődik, hogy a vas ércét olvasztják nagyolvasztóban.
Megjegyzés: Szinte nincs gazdag vasérc, közvetlenül az olvasztásra alkalmas bányászat után. A jelenlegi koholók dúsított szintereken és pellettel működnek. Továbbá a szövegben az érc éppen ilyen vasfémek alapanyagára utal.
A modern kohó (kohó) egy 40 m magas, nagyteljesítményű szerkezet, 35 000 tonna súlya és 5500 köbméter üzemi térfogata. m, egy hőforrásban akár 6000 tonna öntvényt bocsát ki. Tíz és száz hektár nagyságrendű nagyolvasztó rendszert és szerelvényeket üzemeltet. Ez a gazdaság lenyűgözőnek tűnik és megáll egy párolt kohóval egy felhős napon, és a munka egyszerűen elbűvölő. Az öntöttvas nagyítókemencéből történő kiszabadulása szintén látványos látvány, bár a modern kohókban ez már nem hasonlít Dante pokoljának képére.


Alapelv
A nagyolvasztó kemence működésének alapeleme a fémkohászati \u200b\u200bfolyamat folytonossága a kemence teljes élettartama alatt, a következő fő javításig, amelyet 3–12 évente hajtanak végre; A kohó teljes élettartama meghaladhatja a 100 évet. Tengelyes nagyolvasztó kemence: felülről rendszeresen bemerítik az érc keverékéből (tetejébe) a mészkő-fluxussal és kokszmal, és az olvadt vasat időszakosan alulról szabadítják fel, és a salak olvadékát elvezetik, azaz egy bányasütő alapanyag-oszlopa fokozatosan ülepedik, öntöttvassá és salakvá alakulva, és felülről felépítve. A vasfémek ezen a látszólag egyszerű sémához vezető útja azonban hosszú és nehéz volt.
A történet
A vaskorot a bronzkor váltotta fel, főként az alapanyagok rendelkezésre állása miatt. A nyers vas sokkal rosszabb volt a bronznál, beleértve a munkát és a költségeket is; ez utóbbi azonban a rabszolgaság idején kevés ember aggódott. A mocsári érc, amely szinte tiszta vas-hidroxid, vagy gazdag hegyi vasérc, az ókorban mindenütt megtalálható, ellentétben a réz és - különösen - ón lerakódásokkal, amelyek a bronz előállításához szükségesek.
A régészeti adatok alapján az ásványi alapanyagokból származó első vasat véletlenszerűen nyerik, amikor a helytelen ércét olvasztóba töltötték. A kemencék melletti legrégebbi kohók feltárásakor esetenként egyértelműen kidobott vassírdarabok találhatók (lásd alább). Az alapanyagok hiánya miatt alaposabban meg kellett vizsgálnunk őket, és az ősök általában nem rosszabbnak gondoltak ránk.
A vasat kezdetben az ércből az ún. sajtos módon kötegelt kemencében (nem nagyolvasztóban!). Az oxidokból származó Fe csökkentése ebben az esetben a szén-üzemanyag (faszén) következtében történt. A ház hőmérséklete nem érte el a vas olvadáspontját 1535 Celsius fokon, és a házban végzett helyreállítási folyamat eredményeként megerősítették a széntel telített szivacs vas tömegét - a kúszást. A krikett kinyeréséhez a domnikát törniük kellett, majd a tücsköt tömörítették, és szó szerint extrudálták belőle a szénfelesleget, hosszú, keményen és makacsul kemény kalapáccsal kalapálva. Az idő szempontjából a nyerssajt-eljárás előnyei az volt, hogy egy nagyon kemencében kemencében termeltek krikett, valamint a kritikus vas magas minősége: erősebb, mint az öntöttvas, és nehéz rozsdamentes. Hogyan nyerjünk vasat nyerssajt módon, olvassa el az alábbi videót.
Videó: vas olvasztása nyerssajt módon
Kína volt az első, sokkal korábban, mint más országok, a rabszolgaságról a feudalizmusra. A gyártásban alkalmazott rabszolgamunkát már nem alkalmazták, és az áruk-pénz kapcsolatok kialakulni kezdtek még akkor is, amikor az ókori Róma határozottan nyugaton volt. A nyerssajt-eljárás azonnal veszteséges lett, de a bronzhoz való visszatérés már nem volt elegendő. A fluxus szerepe a fémércből történő olvasztás megkönnyítésében már a bronzkorban ismert volt, a vas megolvasztásához csak a lendületet kellett növelni, a kínaiakat pedig a 4. századra próbálkozással és hibával. n. e. megtanulta nagyolvasztó kemencék készítését vízszivattyú által megtöltött, feltöltött fújtatóval, a bal oldalon az 1. ábra.

A XV. Század második felének azonos mintájához. A németek jöttek, jobbra a 11. ábrán. Teljesen egyedülálló: a történészek folyamatos fejlesztési sorozatot követnek a házvezetőnőtől a vőlegényeken és a blauofenen át az kohóig. A német kohászok a vas fémmegmunkálásban főként az volt, hogy a jó minőségű szén kokszba égett, ami jelentősen csökkentette a kohó tüzelőanyag-költségeit.
Az eredeti domain folyamat szörnyű ellensége az úgynevezett. kozlenie, amikor a robbantási rend megsértése vagy a töltés hiánya a szénből, egy kecske "leszállt" a kemencébe, azaz az elegyet folyamatos tömegűre szintereitük. A kecske kinyeréséhez a nagyolvaszt meg kell szakítani. Egy jelentős történelmi példa indikatív.
Az Urál tenyésztõk, Demidov, amint ismert, híresek volt a kegyetlenség és a munkavállalók embertelen bánásmódja miatt, különösen mivel sokan voltak „nem partra szállók”, szökött jobbágyok és sivatagok. A "munkások" egyszer teljesen megszilárdultak, és azt kell mondanom, hogy meglehetősen szerények voltak a hivatalnokoknak. Demidov hagyománya szerint szó szerint oroszul küldte el őket. Aztán a munkavállalók azzal fenyegettek: „Gyere, gyere ide, kecskét tetünk a kályhába!” A tisztviselő kinyújtotta, sápadt lett a lóján és - vágtatva el. Kevesebb, mint egy óra alatt (a lószállítás idején - azonnal) a szárnyaló „magát” akasztott fel egy szárnyas lóra, és mozgás közben: „Testvérek, miért vagy? Nos, mit csinálok? A munkavállalók megismételték a követeléseket. A tulajdonos, ábrázolva, leült, azt mondta: „Ku!”, És azonnal megparancsolta a hivatalnokot, hogy tegyen meg mindent alaposan.
A 19. századig Az olvasztókemencék valójában nyers sajt voltak: belehevítették azokat a légköri levegőt, amely nem fűtött és nem volt oxigénnel dúsítva. 1829-ben az angol B. J. Nilson megpróbálta a lefújt levegőt csupán 150 fokra melegíteni (miután korábban szabadalmaztatta légfűtőjét 1828-ban) .A drága koksz költsége azonnal 36% -kal esett vissza. 1857-ben az angol A. A. Cowper (Cowper) is feltalált regeneráló légfűtőket, amelyeket később tiszteletére Cowpers-nek neveztek. A hűtőben a levegő 1100-1200 fokra melegszik a kipufogógáz-kohógázok utóégetése miatt. A kokszfogyasztás még 1,3-1,4-szer csökkent, és ami szintén nagyon fontos, a kooper kohóval történő kohó nem került kikeményedésre: amikor jeleket mutatott, ami rendkívül ritkán fordult elő a folyamat nagyon súlyos megsértésével, mindig volt idő a kemence felfújásához. Ezenkívül a hűtőben a vízgőz részleges lebomlása miatt a beszívott levegő oxigénnel dúsult 23–24% -kal szemben, szemben a légkör 21% -ával. A Cooper nagyolvasztók bevezetésével a kohóban lezajló folyamatok a termokémia szempontjából tökéletesek voltak.
A nagyolvasztó gáz azonnal értékes másodlagos nyersanyag lett; akkor nem gondoltak az ökológiára. Annak érdekében, hogy ne pazarolják el, a nagyolvaszt hamarosan kiegészítették egy nagyolvasztóval (lásd alább), amely lehetővé tette a töltés és a koksz feltöltését anélkül, hogy a nagyolvasztó gáz a légkörbe került volna. Ezen az alapon a nagyolvasztó kifejlődése véget ért; további fejlesztése a fontos, de különös fejlesztések mentén ment végbe, javítva a műszaki és gazdasági, majd a környezeti mutatókat.
Domain folyamat
A nagyolvasztó kemence általános rendszerét a 2. ábrán mutatjuk be. Az Öntödék olyan kis nagyolvasztók, amelyek főként öntvényt állítanak elő. A nagyolvasztó kemencék több mint 80% -át nyersvasból állítják elő, amelyet az öntöttvas azonnal az öntőhelyről átalakító, nyílt kandallós vagy elektromos olvasztóművekké alakít át acéllá alakításra. Az öntöttvasból az öntőformákat agyagformákba öntik, általában rúdok - rúdok -, amelyeket a fémgyártóknak küldnek, ahol öntésre készülnek, hogy termékeket és kupolakemencékbe öntik. Az öntöttvasat és salakot hagyományosan külön nyílásokon - bemélyedések útján - állítják elő, de egy új konstrukcióval készült kohókat egyre inkább egy közös bevágással látják el, öntöttvas és salak hőálló kályhákra osztva.
Megjegyzés: Az öntöttvasból nyert, felesleges széntartalmú, nyersvas sertéseket, amelyeket kiváló minőségű szerkezeti vagy speciális acéllá alakítanak (második-negyedik újraelosztás), lemezeknek hívják. A kohászatban a szakmai terminológiát nem kevésbé részletesek és pontosak, mint a tengerészeti ágazatban.
Jelenleg úgy tűnik, hogy a nagyolvasztó kemencében nincs tartalék szén- és kokszkemence. A modern kohó importált kokszon működik. A kokszkemencegáz az ökológia halálos mérgező gyilkosa, de ez is a legértékesebb kémiai alapanyag, amelyet azonnal felhasználni kell, még melegben. Ezért a melléktermék-koksz előállítása régóta különálló iparágként jelent meg, és a kokszt szállítják a kohászok számára. Amely egyébként garantálja minőségének stabilitását.
Hogyan működik az olvasztókemence?
A nagyolvasztó kemence sikeres működésének elengedhetetlen feltétele a benne lévő szén felesleges mennyisége a teljes koholási folyamat során. A hőkémiai (pirossal jelölt) és a domén folyamat műszaki és gazdasági sémája, lásd a 3. ábrát. Öntöttvas olvadása kohóban történik. módon. Az új nagyolvasztót vagy a 3. kategóriába tartozó nagyjavítások után rekonstruált (lásd lent) anyagokat megtöltik és gázzal meggyújtják; az egyik hűtőt szintén melegítik (lásd lent). Aztán a levegő fújni kezd. A koksz égése azonnal megnő, növelve a kohó hőmérsékletét, megkezdődik a fluxus szétesése a szén-dioxid kibocsátásával. A kemence atmoszférájában lévő elegendő mennyiségű fújt levegővel történő felesleg nem teszi lehetővé a koksz teljes kiégését, és nagy mennyiségben szén-monoxid, szén-monoxid képződik. Ebben az esetben nem mérge, hanem egy energikus redukálószer, amely mohón vesz oxigént az érc alkotó vas-oxidokból. A kohó és a domnica közötti alapvető különbség a vas redukciója gáznemű monoxiddal kevésbé aktív szilárd szabad szén helyett.
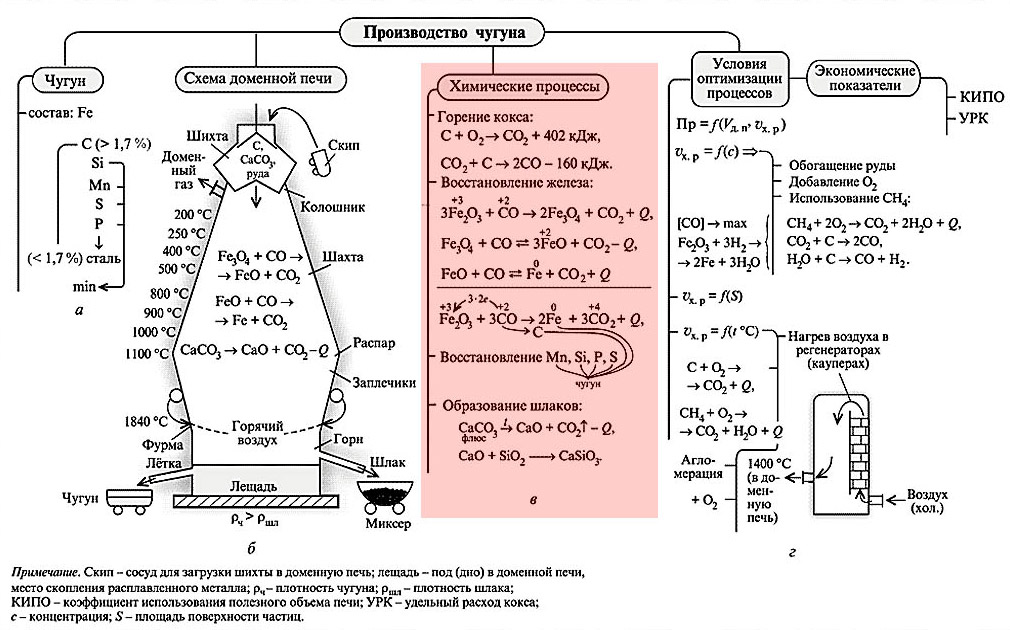
A koksz égésekor és a fluxus felbomlásakor a kohóban lévő anyagoszlop lerakódik. Általában egy nagyolvaszt két csonka kúp, alapokból áll, lásd alább. A felső egy kohó aknája, benne a különféle oxidokból és hidroxidokból származó vas FeO vasmonoxiddá redukálódik. Az olvasztókemence legszélesebb részét (a kúpok alapjainak illesztési helyét) gőzölésnek (gőzölés, gőzölés - rossz) hívják. A terhelés magasságában a terhelés lelassul, és a vas FeO-ról tiszta Fe-re redukálódik, amely cseppekben szabadul fel, és a kemencébe áramlik. Érc, amint párolták, olvadt vasel izzadva, ezért a neve.
Megjegyzés: a következő töltés áthaladási ideje az olvasztókemencében a bánya tetejétől az olvadékig a kemencében 3 - 20 vagy annál több nap, a kohó méretétől függően.
A nagyolvasztó kemencében a hőmérséklet a betöltő oszlopban 200–250 fokról felfelé emelkedik, és közepén 1850–2000 fokra emelkedik. A lecsökkent redukált vas szabadon szénnel kerül érintkezésbe, és ilyen hőmérsékleten telített vele. Az öntöttvas széntartalma meghaladja az 1,7% -ot, de lehetetlen legyőzni, mintha kritikától származna az öntöttvasból. Ezért az olvasztókemencéből nyert öntöttvas azonnal eltávolításra kerül, és így nem költenek pénzt és forrásokat az újraolvasztáshoz, majd folyadékkal eltávolítják az első újraelosztásba a közönséges szerkezeti acélba vagy lemezekbe, és egy nagyolvaszt általában (a nagy és az extra nagy méretű nagyolvasztók kizárólag) fémkohászati \u200b\u200bberendezés részeként működnek. .
Nagyolvasztó kemence építése
A nagyolvasztó szerkezetének kialakítását az ábra mutatja:
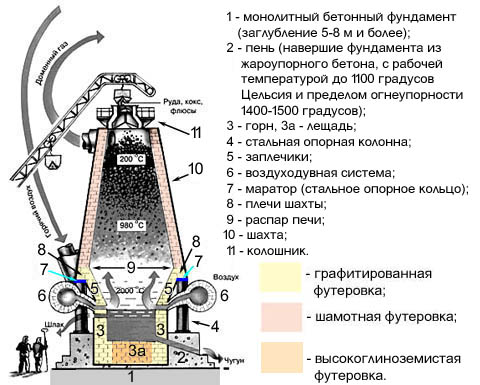
A teljes nagyolvasztót acéltokban szereljük össze, amelynek falvastagsága 40 mm. A nagyolvasztó hőálló csonkjában (alagsor, fej, a föld alatti alap teteje) a hengeres kandalló karja (alul) van fallal borítva. A kandalló bélése eléri az 1,3–1,8 m vastagságot és heterogén: a lombik tengelyirányú zónája magas alumínium-oxid téglával van bélelt, gyenge vezetőképességgel, az oldalai pedig grafitált anyagokkal vannak meglehetősen magas hővezető képességgel. Erre azért van szükség, mert a kemencében lévő olvadék hőkémiai tulajdonságai még nem "megnyugodtak", és a hűtési veszteségekkel szemben bizonyos mértékű hő szabadul fel. Ha nem veszi oldalra, hőálló csonkon, akkor a nagyolvasztó kemencéjének szerkezetéhez még nagyobb javítás szükséges (lásd alább).
A nagyolvasztó kemence felfelé nyúló része - a vállak - már kb. 800 mm; az akna azonos vastagságú pezsgő bélése. A tűzoltóanyagot, akárcsak a vállon lévő kovács bélését, nem olvadt salak nedvesíti, hanem kémiai összetételben az utóbbihoz közelebb. Vagyis az üzemben lévő kohó minimálisan túlzsugorodik korommal, és jobban megtartja a belső profilt, ami egyszerűsíti és csökkenti a rendszeres javítások költségeit.
A kürt és a váll a legnehezebb körülmények között működnek, a tömegterhelés veszélyes számukra, így a kohótengely vállával (gyűrű alakú kiterjesztéssel) egy erős acél gyűrűn - egy maratoron - nyugszik, a csonkban fallal ellátott acéloszlopokon nyugszik. Így a kovács vállokkal és tengelyekkel járó súlyterhelését külön-külön továbbítják a nagyolvasztó aljára. A hűtőből származó forró levegőt egy hőszigetelő gyűrű alakú csőgyűjtő kollektorból fújják be a nagyolvasztó kemencébe speciális eszközökön keresztül - furatok, lásd alább. Egy kohó egy kohóban 4-36 tartományba esik (óriási kohóban 8000-10 000 tonna töltéssel és 5-6 ezer tonna öntöttvas naponta).
Javítási kisülés
A kohó aktuális állapotát az öntöttvas és salak kémiai összetétele határozza meg. Ha a szennyezőanyag-tartalom megközelíti a határértéket, akkor az 1. kategóriájú kohó javítását kell kiosztani. Az olvasztóelemek kiszabadulnak a kandallóból, a zavaró szereket elnyomják (lásd alább), és az olvasztókemencét kis lélegzetben hagyják, a kandalló belsejében lévő hőmérséklet 600–800 fok. Az 1. kategória javítása magában foglalja a szemrevételezést, a mechanikai állapot felülvizsgálatát, a kemence profiljának mérését és a bélésmintákat a kémiai elemzéshez. Egyszer régen az önálló légzőkészülékkel ellátott speciális védőruhában élő emberek kis lélegzettel megvizsgálták a nagyolvasztó kemencét, most ezt távolról végzik. Az 1. kategóriájú javítás után a kohó meggyújtás nélkül újraindítható.
Az 1. kategóriájú javítás eredményeként leggyakrabban (kivéve, ha rozsdás érc, fluxus és / vagy hibás koksz felrobbant) a 2. kategóriába sorolt \u200b\u200bjavítást kapják, amelynek során a bélés finomításra kerül. A felső készülék részleges vagy teljes áthelyezését, kiegyenesítését vagy cseréjét a 3. kategória javítási sorrendjében hajtják végre. Általában a vállalkozás műszaki újjáépítésére, as Teljes kikapcsolást, a kemence lehűtését, majd újraindítását, gyújtását és újraindítását igényli.
Rendszerek és berendezések
A modern típusú nagyolvasztó berendezés tucatnyi kiegészítő rendszert tartalmaz, amelyeket nagy teljesítményű számítógépek irányítanak. Napjaink fémgyógyászai továbbra is sötét szemüvegekkel viseltek sisakot, ám légkondicionált kabinokban ülnek, a kijelzővel ellátott távirányítóval. Ennek ellenére a nagyolvasztó kemence működését biztosító fő rendszerek és eszközök működési elvei változatlanok maradtak.
Cowper
Kauper légfűtés (lásd az ábrát) - egy ciklikus eszköz. A hőálló hőálló anyag fúvóka-regenerátorát kezdetben nagyolvasztó gázok égetésével hevítik. Amikor a fúvóka hőmérséklete kb. 1200 fokkal a Cowper fújásra vált: a rajta átmenő külső levegőt ellenáramban vezetik be a nagyolvasztó kemencébe. A fúvóka 800-900 fokra lehűlt - a Cowper kapcsoló újra, de felmelegszik.
Mivel folyamatosan be kell fújni a nagyolvasztó kemencébe, legalább 2 hűtővel kell lennie vele, de legalább 3-at kell építeni, a baleset és a javítás lehetőségeivel. Nagyméretű, nagyméretű és óriási nagyolvasztókemencékhez az akkumulátorhűtők 4-6 szakaszból készülnek.
Nagyolvasztó

Ez a nagyolvasztó kemence legfontosabb része, különös tekintettel a jelenlegi környezetvédelmi követelményekre. A nagyolvasztó felső készülékét a 2. ábra mutatja. a jobb oldalon; Ez 3 összehangolt működésű gáz redőnyt képvisel. Munkája ciklusa a következő:
- kezdeti állapot - a felső kúp felemelkedik, blokkolja a kijáratot a légkörbe. A forgó tölcsér alján lévő ablakok vízszintes válaszfalra esnek és bezáródnak. Az alsó kúp ki van hagyva, így nagyolvasztó gázokat juttat a kipufogóventilátorhoz és tovább a ciklonba;
- az átugrás (lásd alább) felborul és az anyagok tetejét a fogadó tölcsérbe dobja;
- egy forgó tölcsér, amelynek az alsó részén ablakok vannak, elfordul, és kihagyja a kis kúpra történő betöltést;
- egy forgó tölcsér visszatér eredeti állapotába (az ablakokat partíció zárja be);
- egy nagy kúp emelkedik fel, leszakítva a kohó gázokat;
- a kis kúp leesik, és kihagyja a terhelést a kúpközi térbe;
- a kis kúp felemelkedik, ezenkívül blokkolja a kilépést a légkörbe;
- egy nagy kúpot leeresztenek eredeti állapotába, így terhelést engedve az akna nagyolvasztójában.
Így a kemence tengelyében lévő anyagok lefelé domborúak és felülről konkáv rétegek. Ez feltétlenül szükséges a nagyolvasztó kemence normál működéséhez, így az alsó (nagy) redőny mindig fordított kúp alakú. A tetej eltérő kivitelű lehet.
Átugrani
Ugorj, angolul. - vödör, kanál, nyitott szájjal. Kolosha (franciául) - egy maroknyi, vödör, kanál. By the way, a galoszok innen származnak. Az olvasztókemencéket elsősorban átrakógépek szállítják. Az olvasztókemence átugrása (az ábrán jobb oldalon) kiüríti az anyag galoszát az átugrási gödörből, speciális mechanizmussal megemelkedik a ferde felüljáró mentén (az ábra bal oldalán), beborul a felső kemencébe és visszatér.
Kötőelemek és csaptelepek
A nagyolvasztó kemence lándzsa az ábra bal oldalán látható, közepén öntöttvas bevágás, jobb oldalon pedig salak:

A tuyere fúvókát az olvasztókemence folyamatának szívébe kell irányítani; kényelmes a rajta keresztül vizuálisan ellenőrizni a pályáját, amelyre hőálló üveggel ellátott kupica van elrendezve a lándzsás csatornán. A lándzsák fúvókájának kijáratánál a légnyomás 2–2,5 ati (2,1–2 625 MPa a légköri nyomás felett) .Az olvadék felszabadulása után a reteszeket hőálló agyagcsomóval lezárják. Korábban erre az célra egy speciális pisztolyt lőttek egy műanyag agyagmagot. Manapság a pecséteket távvezérelt elektromos pisztollyal (a név tisztelgés a hagyományért) lezárják, szorosan megközelítve a tengerpartot. Ez nagymértékben csökkentette a nagyolvasztási folyamat baleseti arányát, sérülési kockázatát és környezetbarát tulajdonságait.
Csináld magad?
A vas- és acélipar rendkívül jövedelmező üzlet. Tudja, hogy az „emelkedés” többször meghaladja az aranybányászat eredményeit? Gondolod, hogy kevés olaj és gáz maradt? Nem, a jelenlegi fogyasztás és a környezet teljes elhanyagolása mellett további 120-150 évig fognak tartani. De a vasérc csak 30 év távolságra van. Tehát lehetséges-e fémmegmunkálást előállítani az udvarán?
Nyersanyag profitért - semmilyen módon. Először felejtsd el az engedélyeket, és gondolkodj bele. A vas- és acélipar talán a legnagyobb veszély a környezetre. Az egyéni vállalkozó és az egyén sehol, semmiféle megvesztegetéssel nem rendelkezik engedéllyel, és a jogsértések szigorúak.
A második a nyersanyagok. A gazdag érc betétjei, amelyeket azonnal be lehet tölteni egy kohóba, már 2 marad a világon: Ausztráliában és Brazíliában. A mocsári érc ipari készlete kimerült az ókorban, és több ezer évre van szükség annak helyreállításához. Nincs és nem is lesz agglomerátum és pellet nagykereskedelemben.
Általánosságban elmondható, hogy a magáncélú kohászat abszolút irreális a piac számára. Próbáljon jobban nyomtatni 3D nyomtatóra. Egy ígéretes dolog, hogy az idő múlásával a 3D nyomtatás, ha nem helyettesíti teljesen a kohászatot, minden bizonnyal kicsi fülkékbe fogja kényszeríteni, ahol a fém nem adható el. A környezet szempontjából ez azzal egyenértékű, hogy a szénhidrogén-üzemanyag-fogyasztás legalább 7–9-szer csökken.
Beszélgetés "Nagyolvasztó"









